Как пользоваться вальцами
Это приспособление состоит из нескольких статических и подвижных деталей:
- Основанием является прочная, тяжелая и устойчивая станина, к которой крепятся все остальные узлы и механизмы.
- На раме расположены ролики, выполняющие роль приемного и подающего устройства. К роликам подведена передача на силовую установку.
- К основе крепится прижимное приспособление, регулирующее параметры изгиба. Как правило, производители используют струбцину с резьбой.
- На раме закрепляется направляющая из металлического листа, арматуры или стального профиля. Эта деталь необходима для того, чтобы заготовка не изгибалась в горизонтальном направлении.
Сборка станка для усиления профильной трубы
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.

Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.

Валы с установленными эксцентриками

Снизу и сверху боковых стенок привариваем по две металлических полосы.

Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.

На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.
Вспомогательные инструменты
При сварке деталей потребуются дополнительные инструменты:
- Молотки со специальным бойком и щетки с металлическим ворсом, используемые для удаления шлака с поверхности шва. Для снятия крупных фрагментов флюса и удаления лишнего металла применяют слесарные зубила.
- Измерительный инструмент (угольник, рулетка, штангенциркуль), необходимый для переноса чертежных габаритов на заготовки. Линии рисуют маркером, кусковым мелом или металлическим стержнем с заостренным наконечником.
- Угловая шлифовальная машинка с защитным кожухом и набором дисков для резки металла, применяемая при нарезке заготовок. Слесарную ножовку используют для разделки профиля небольшого сечения. Абразивный инструмент с электрическим приводом применяют для зачистки кромок перед сваркой, а также швов.

Щетки с металлическим ворсом используются для удаления шлака.
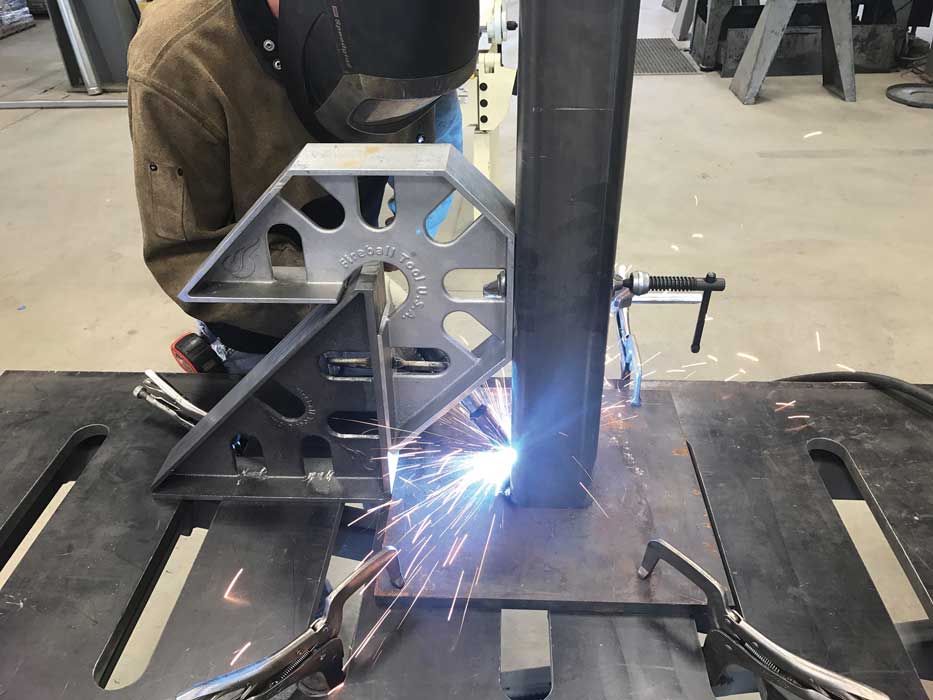
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия
 Особенности сварки профильных труб.Электродуговая сварка
Особенности сварки профильных труб.Электродуговая сварка
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
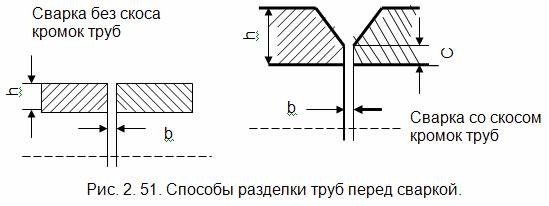
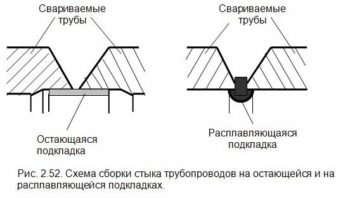 Схема сборки стыка профильных труб.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.



Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
Сварка трубы газовым оборудованием
Газовая сварка
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
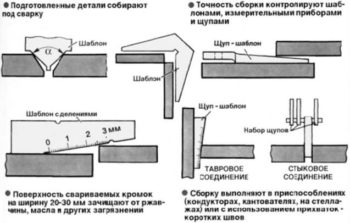 Подготовка и сварка труб по шаблону.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
-
Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. -
Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла
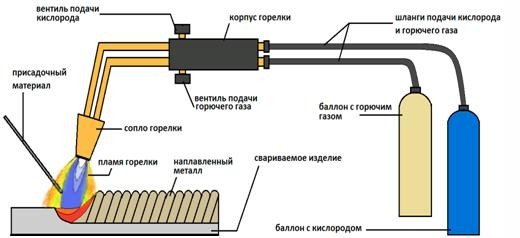 Использование газовой сварки для соединения профильных труб.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно. На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.





Конструкция прокатного станка самодельного типа
Для прокатывания профильной трубы нужно изготовить простейшее устройство, в котором будут реализованы следующие идеи:
- труба перемещается между направляющими подшипниками, установленными с небольшим зазором (0,2…0,4 мм);
- сверху и снизу на нее будут давить профилирующие ролики. При проталкивании заготовки между ними будет происходить смятие верхней и нижней граней. Боковые грани изменяться не будут.
Прокатный станок для профилирования трубы 20·20 мм: 1 – стойка; 2 – корпус-крышка; 3 – прокатывающий ролик; 4 – подшипник
Между верхним и нижним корпусами-крышками 2 на специальных осях располагаются подшипники 4. Расстояние подобрано так, что с небольшим зазором профильная труба может проходить между ними.
Прокат производят два ролика 3, установленные на специальных стойках 1. Их приваривают к корпусам так, чтобы ролики сминали трубу на 2,0…2,5 мм с каждой стороны.
Корпус-крышка изготавливаются из пластины толщиной 6 мм
Ролик требуется изготавливать из конструкционных сталей повышенной прочности. Можно применять пружинную сталь 65Г
Для изготовления стойки не требуется использовать дорогостоящий материал. Подойдет сталь обычного качества
В конструкции предусматривается использование рукоятки для вращения ролика. Подобные ручки применяют на стиральных машинах, выпускаемых в восьмидесятые-девяностые годы прошлого века. Их можно найти на металлобазах и местах сбора металлолома.
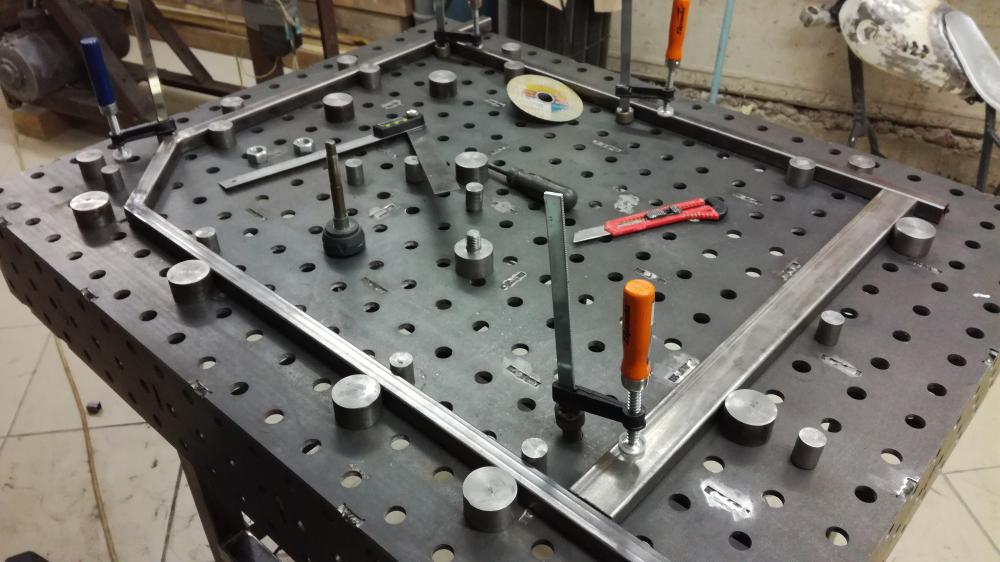
Правила использования
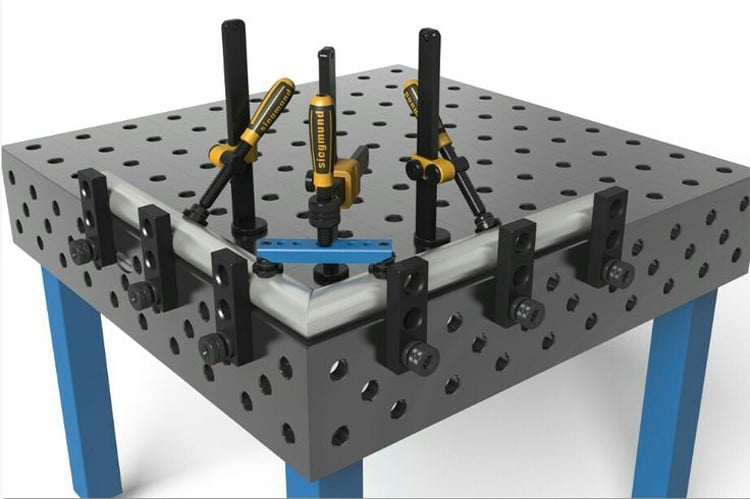
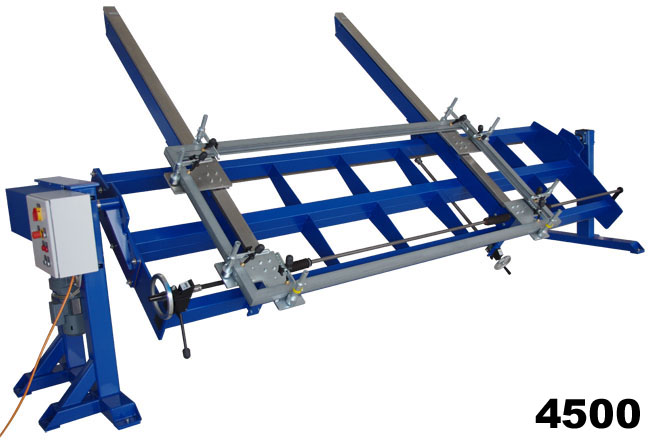
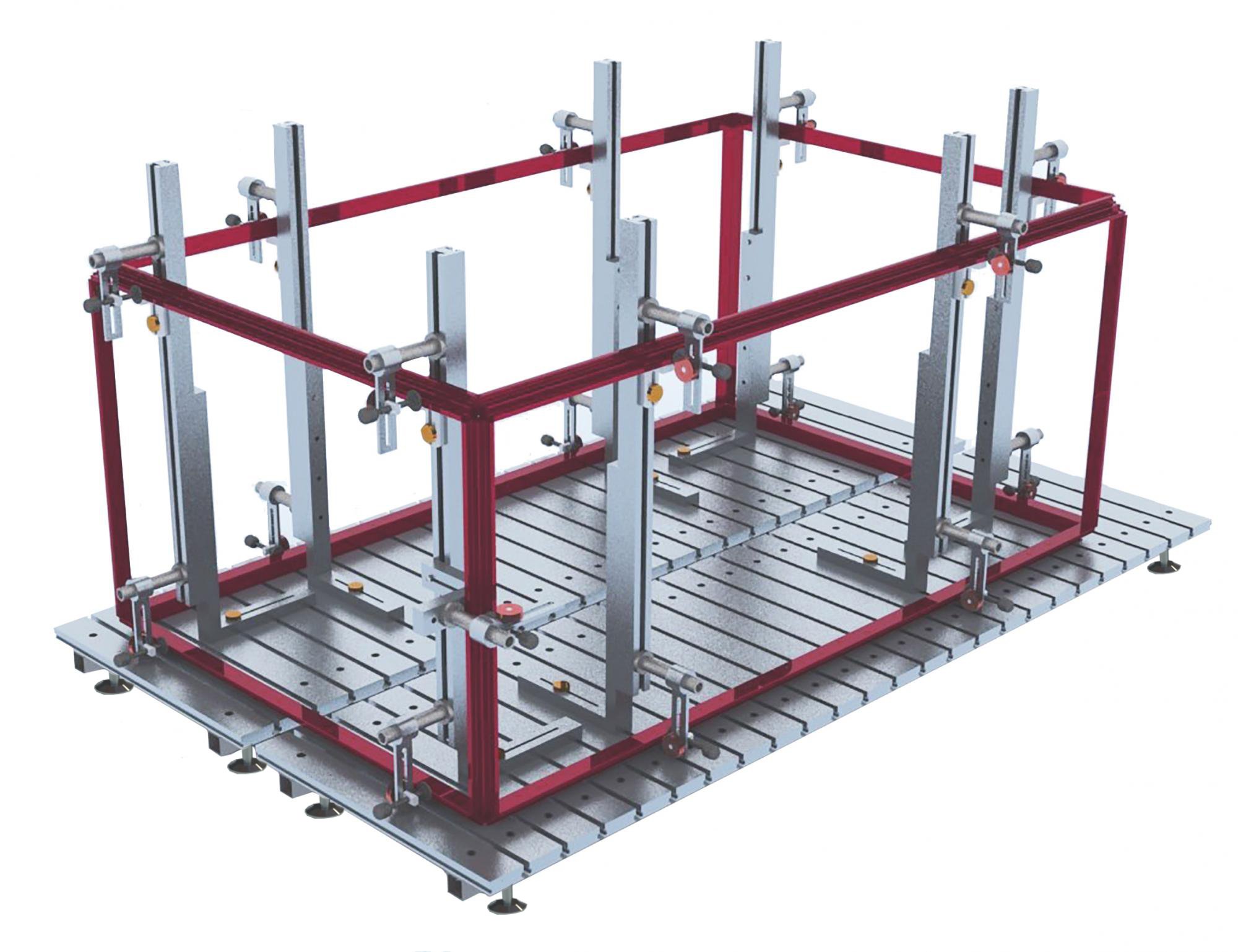
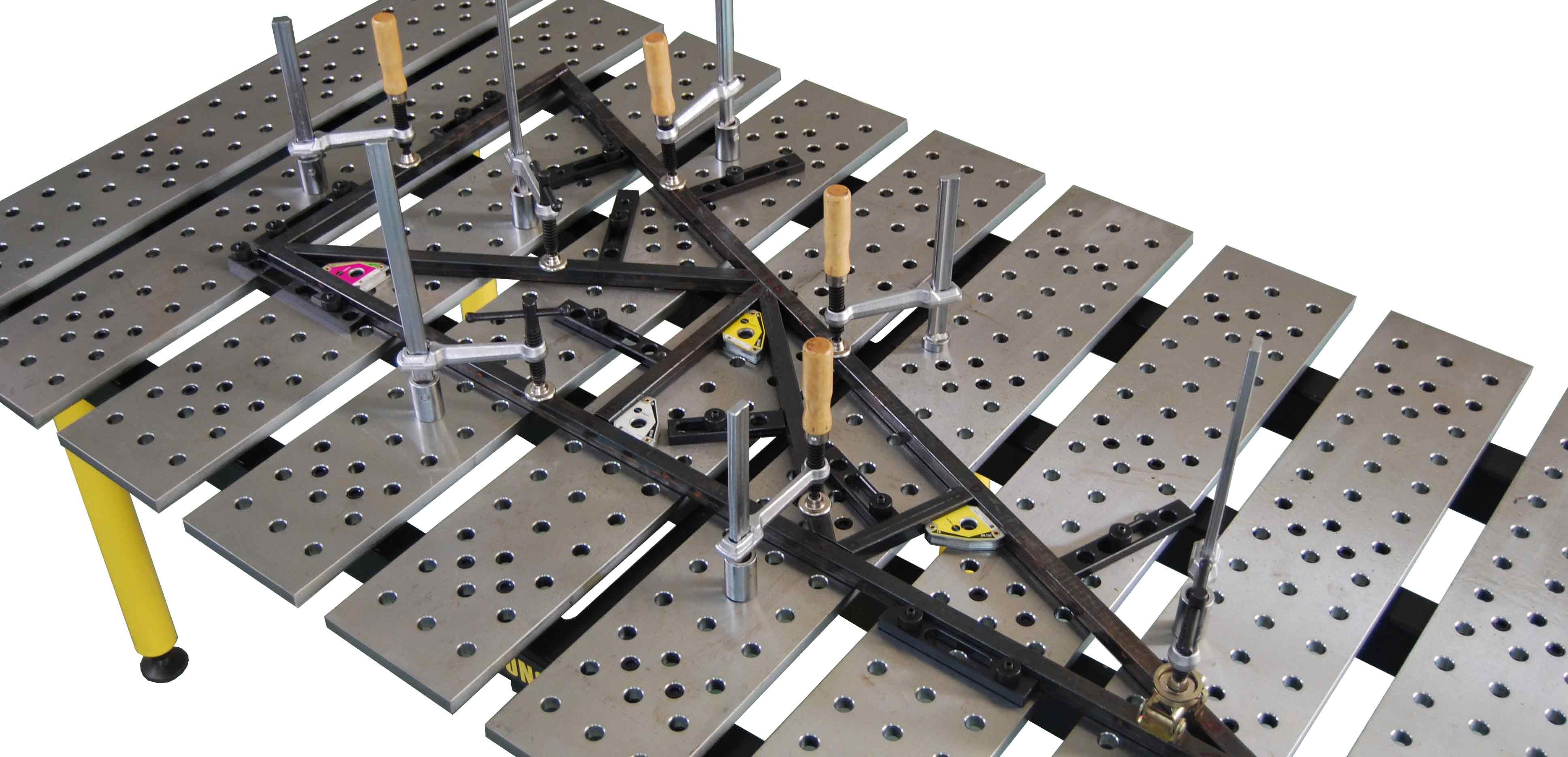
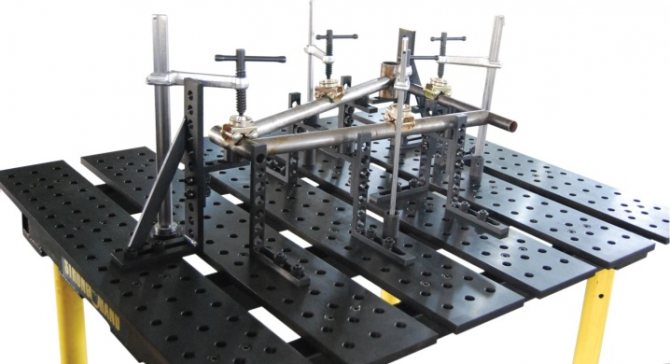
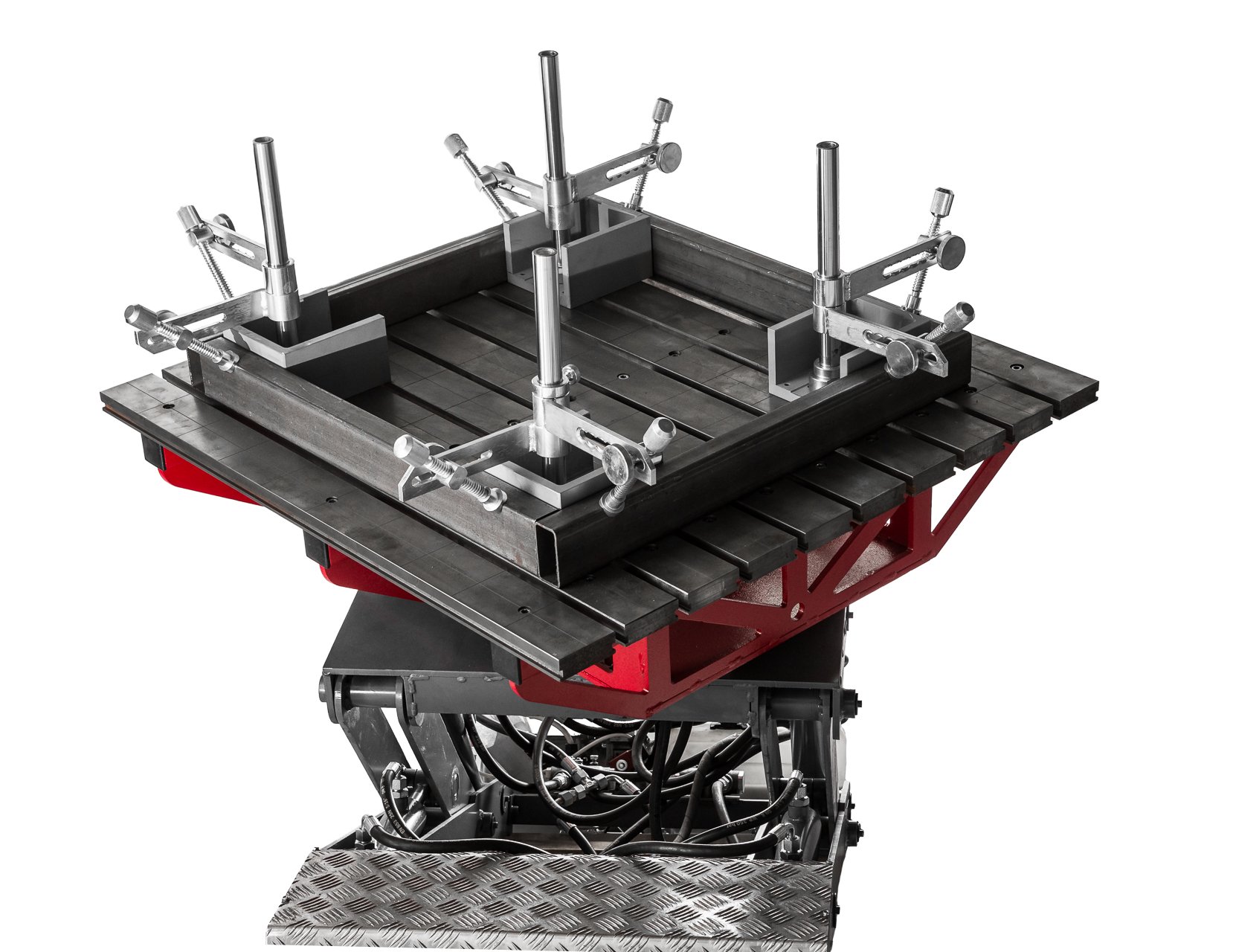
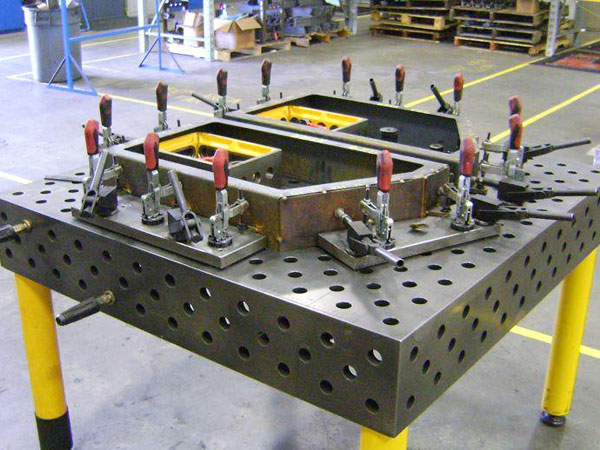
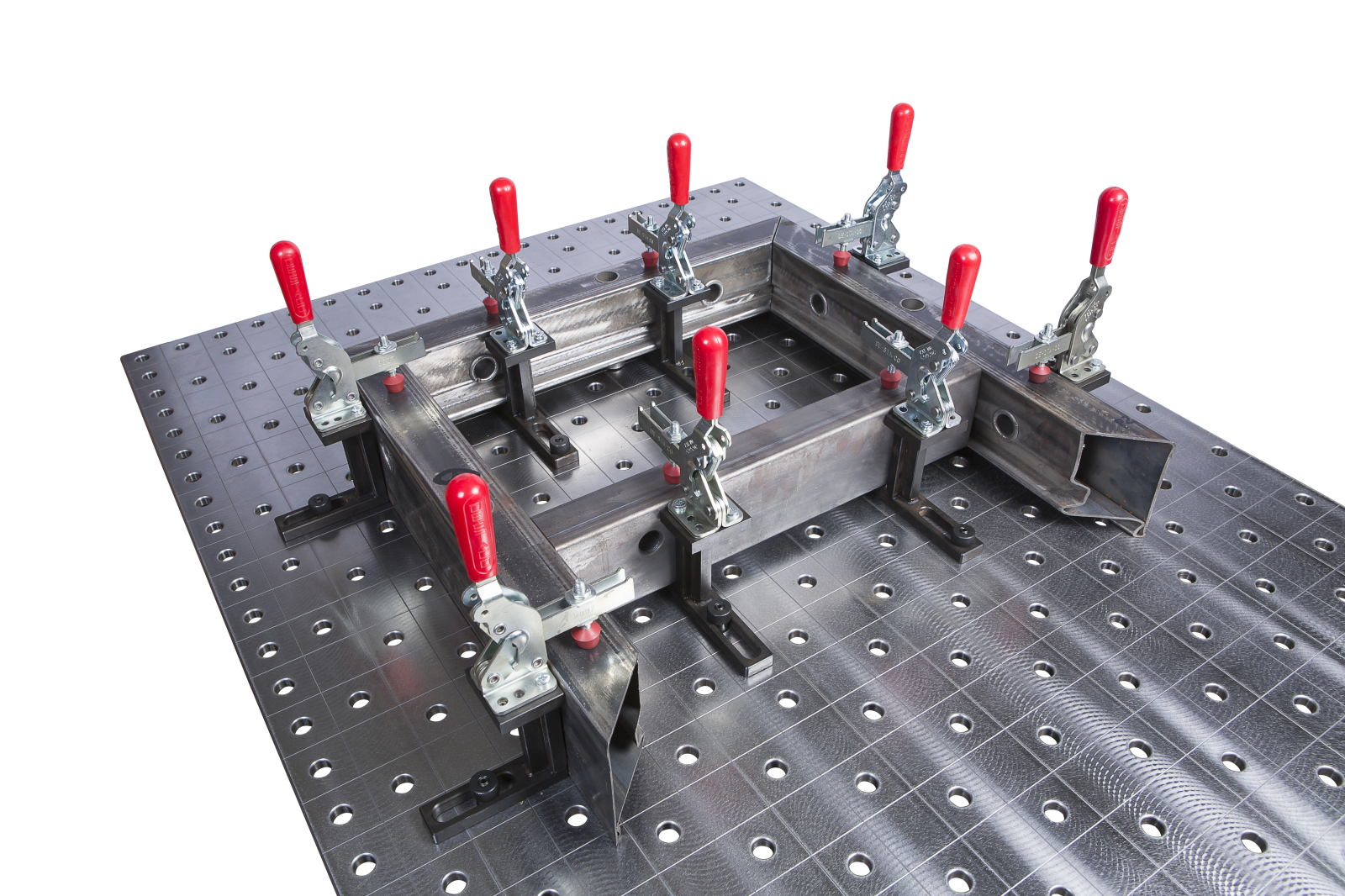
Правила использования зависят от модели кондуктора. Для начала это простые правила работы с любым оборудованием. Работать с обыкновенным столом с манипулятором несложно. Конечно, для работы со сложными и автоматизированными кондукторами лучше всего просмотреть прилагаемую инструкцию. Ну а если у вас обычный кондуктор, то нужно работать следующим образом.
- В первую очередь стоит разместить части будущей конструкции в нужной вам форме.
- Затем нужно укрепить все части прочно с помощью тисков. Если кондуктор автоматизирован – вам будет легче, ну а если он механический, то вам придется приложить чуть больше усилий. В нынешнее время большинство цехов оснащены всевозможным оборудованием, которое используется на автоматизированной основе. Но нельзя исключить и работу мастеров, которые взаимодействуют с металлом вручную. Для них самый лучший способ облегчить ручную работу – это оборудовать свой кондуктор гидравлическими, электромагнитными, пневматическими или вакуумными зажимами. Тогда будет легче фиксировать металл.
- Теперь уже можно варить материал как удобно.
- После сварки металла его нужно охладить. Ну а если у вас сварка с азотным приводом охлаждения, вам будет значительно проще, и охлаждение пройдет быстрее. Если у вас обычный сварочный аппарат, то лучше всего подождать, чтобы металл сам остыл, так изделие остается более прочным. В некоторых случаях металл можно охладить водой, однако, это может привести к его непрочности и недолговечности.
- Последнее, что нужно сделать после охлаждения – ослабить фиксаторы, и работа готова.
Далеко не все горят желанием приобрести сварочно-сборочный кондуктор себе в гараж или для использования в бытовых условиях. Все-таки это производственный уровень работы.

В следующем видео представлен обзор сварочного кондуктора.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.

Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при требуется располагать шов вертикально.
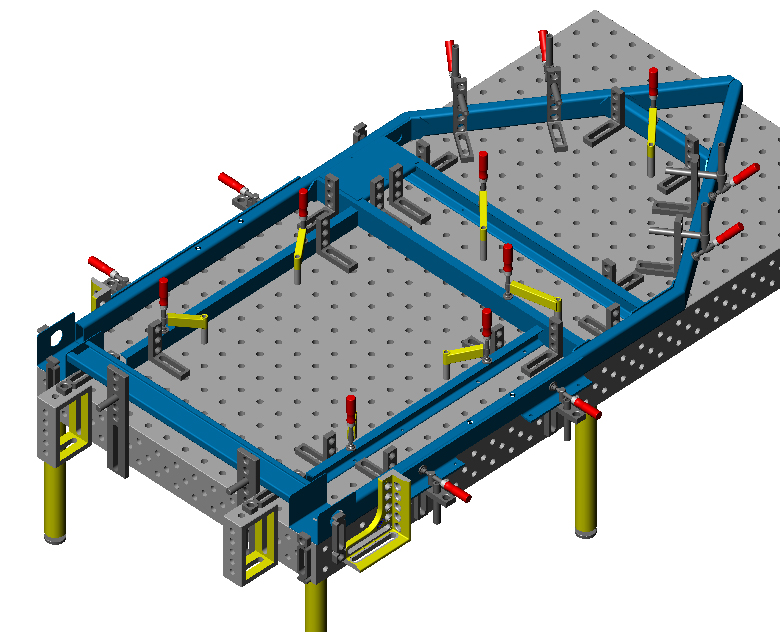
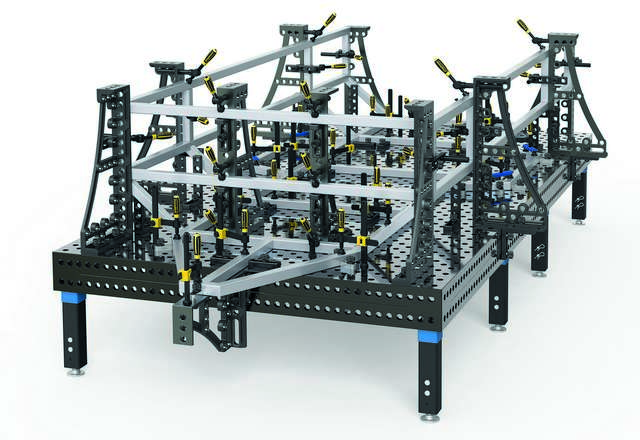
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Изготавливаем струбцину в бытовых условиях
Несложно сделать сварочные приспособления самостоятельно в домашних условиях. Многие мастера считают, что различные приспособления, используемые для удобства выполнения сварочных работ, приобретенные в магазине, не отличаются необходимой надежностью. Их лучше изготавливать своими руками.
Для изготовления такого инструмента понадобятся следующие компоненты:
- стальной лист, толщина 9-11 мм;
- гайки – 3 штуки;
- шайба большого диаметра;
- трубопрокатная заготовка, которая должна иметь наружную резьбу, аналогичную резьбе гайки.

Инструкция по изготовлению
Схема изготовления струбцины в бытовых условиях выглядит приблизительно так:
- В первую очередь необходимо вырезать из металлического листа 3 полоски разной длины – 10, 25, 50 см, одинаковой ширины – 4 см.
- Далее подготавливаем 2 пластины прямоугольной формы, которые понадобятся для крепления подвижной детали, упора на статичном участке приспособления.
- Привариваем вспомогатель к основе струбцины. Соединив все перечисленные элементы должны получить Г-образную конструкцию.
- Следующий прямоугольный лист привариваем к меньшей стороне приспособления, шайбы свариваем вместе.
- К подвижному элементу конструкции прикладываем гайки (кладем их «на ребро»). При этом выкручиваемый стержень к основанию струбцины должен быть расположен параллельно.
- Сваривание осуществляется с внешней стороны первого листа прямоугольной формы. А подвижный механизм прикрепляется с внутренней стороны по краям.
- Крайняя стадия изготовления струбцины – привариваем шайбы плашмя к стержню.
Лучшие угловые струбцины
Чтобы фиксировать детали под прямым углом, применяются особые струбцины. Они имеют две прижимные части, которые сдвигают детали к направляющей с прямым углом. Вот несколько качественных моделей.
WILTON 65014 4700
4.9
Отличным приспособлением для работы с угловыми заготовками является струбцина WILTON 65014. Перпендикулярные тиски оснащены широкими губками (100 мм), рабочий ход составляет 85 мм. Модель адресована в первую очередь для комплектации металлообрабатывающих станков. Приспособление весит 5 кг, поэтому перемещать его по мастерской или цеху не очень удобно. Фиксация заготовки в тисках осуществляется с помощью винтового зажимного механизма. Он оснащен Т-образной рукоятью, благодаря которой удается создать высокий крутящий момент.
Эксперты отдали угловой струбцине первое место в нашем рейтинге за высокое качество изготовления и надежность конструкции. За счет китайской сборки американская разработка стала более доступной для отечественных потребителей.
- надежный винтовой зажим;
- широкие губки;
- Т-образная рукоять;
- антикоррозионная защита.
Stanley 0-83-122 919
4.7
Мастера слесарного и мебельного дела по достоинству оценили возможности струбцины Stanley 0-83-122. Приспособление рассчитано на большое зажимное усилие заготовок с прямым углом и разной толщиной. Основание струбцины сделано из литого алюминия, поэтому вес изделия не превышает 1 кг. Для комфортной работы производитель предусмотрел двухкомпонентную рукоять. Благодаря поворотной верхней губке струбцина может использоваться для фиксации прямолинейных заготовок. Монтаж приспособления на верстаке осуществляется с помощью специальных отверстий в основании.






Победителю рейтинга модель уступает в прочности и надежности. Пользователи хвалят струбцину за качественную сборку, небольшой вес, доступную цену. Оптимальная сфера применения – небольшие столярные мастерские.
Пошаговый процесс изготовления приспособления
Чтобы было понятнее, как работает устройство, нужно разобраться с поэтапным его изготовлением.
 |
Будет изготавливаться прокатный станок, который создаcт регулярное смятие на поверхности трубы. |
 |
Сначала подбирается необходимый материал заготовок. Выполняется разметка для будущих распилов. |
 |
Два подшипника расположатся на пластине на расстоянии, который соответствует размеру трубы. |
 |
Размечается центры сверления для осей подшипников. Задается положение профтрубы, которое она займет при профилировании. |
 |
В качестве осей будут использованы специальные валики. Их наружный диаметр соответствует внутреннему диаметру кольца подшипника. Выполняется специальная проточка, которая зайдет внутрь крышек (верхней и нижней). |
 |
Ролик будет изготовлен из листа рессорной стали. |
 |
Выполняется разметка будущего ролика. Определяется положение центра. |
 |
Циркулем прорисовывается наружный профиль. Изготовление будет выполняться без использования токарного станка, поэтому процесс будет несколько сложнее обычного. |
 |
Просверлены отверстия для осей. Внутрь подшипников забиты валики. Их установили в корпус-крышку. |
 |
Необходимо сформировать внутренние пропилы. В них будут проступать ролики. |
 |
После продольного пиления выполняется поперечное. Приходится вести обработку с обеих сторон. Тогда качество изделия будет выше. Попутно удаляются заусенцы. Притупляются острые кромки. |
 |
Нижняя крышка и подшипники уже установлены. Сверху накладывается верхняя часть. Теперь обеспечивается жесткость самого приспособления. |
 |
Сборка выполнена. Нужно приварить оси. Тогда получится неразъемная конструкция. |
 |
Сначала привариваются только точки. Потом выполняется обваривание. Обязательно проверяется легкость вращения подшипников. Если появляется затруднение в их провороте, то нужно найти причину и устранить ее. |
 |
Пора заняться и роликами. Приходится с помощью УШМ придавать вид, близкий к окружности. |
 |
Зажав в тиски заготовку, выполняют засверливание отверстия. Диаметр равен 12 мм. |
 |
Внутрь вставляют болт, а потом затягивается гайка. Нужен небольшой хвостовик, который можно будет зажать в патроне электродрели. |
 |
С помощью болгарки и дрели можно смоделировать процесс обточки круглой детали на токарном станке. Сначала обрабатывают окружность. Добиваются равного расстояния от центра. |
 |
В дальнейшем снимаются фаски. По центру ролика диаметр больше, чем у торцевых частей. Тогда будет получаться нужный профиль на трубе. |
 |
Видны четкие грани изделия. Таких роликов потребуется изготовить две штуки. |
 |
Заготовка в руках у мастера. Определяется высота стойки, которая потребуется для монтажа роликов. |
 |
Проверяется качество изготовления заготовок. Они должны быть идентичны. |
 |
Вот так ролик будет выступать внутрь приспособления. |
 |
Работать будут с обеих сторон. |
 |
После выполнения примерок и расчетов производится выпиливание стойки. Для нее требуется металл шире (10 мм). |
 |
Стойка готова. Нужно избавиться от заусенцев. |
 |
После зачистки деталь приобретает товарный вид. |
 |
Ставится ось. Собирается каждый узел, проверяется, как вращаются ролики на стойках. Насколько легок их ход. |
 |
Проводится примерка. В самом деле нужно чаще примерять, чтобы потом не ошибаться. |
 |
Прихватываются стойки к корпусу с обеих сторон. |
 |
После прихватки точками и проверки расстояний, а также легкости вращения производится полное приваривание деталей. |
 |
В первом варианте будет проведено испытание изделия. Для удобства перемещения по коротким заготовкам приваривают две рукоятки. Профилирование будет выполняться простым протягиванием вдоль трубы. |
 |
С этой стороны будет заводиться конец профильной трубы. |
 |
Первая проба приспособления. Ставится труба, а потом выполняется надавливание сверху. |
 |
Видно, как формируется новый профиль на поверхности. |
 |
Теперь можно зажать один конец в тисках и пытаться протащить приспособление по заготовке. |
 |
Приходится совершать возвратно-поступательные движения. Нужно смазывать ролики маслом, тогда они будут лучше вращаться на своих осях. |
 |
Каждый ход составляет примерно 80…90 см. Для длинной трубы придется выполнять не менее 8…10 рывков. Поэтому нужна вращающаяся ручка. Тогда движение заготовки будет более ровным. Усилий потребуется меньше. |
 |
Вот такая труба получается в результате ее усиления. Ее можно использовать для теплицы или для изготовления какого-либо другого изделия. |
В результате получено несложное приспособление, которое поможет усилить профиль заготовки.
Republished by Blog Post Promoter
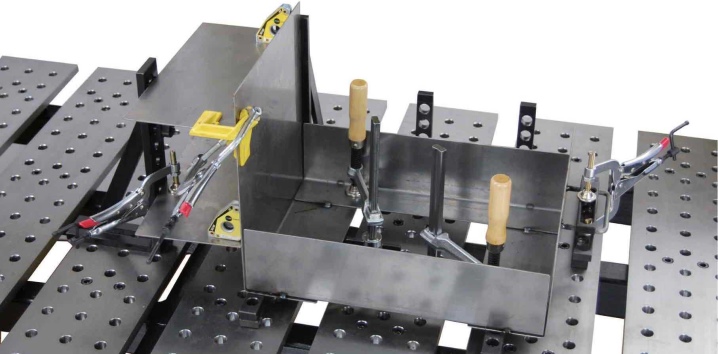
Фиксаторы
К фиксаторам относятся устройства, обеспечивающие устойчивое положение свариваемого изделия. Они выполняются в виде карманов, упоров, установочных пальцев, призм и шаблонов.
Съемные упоры используют в универсальных стендах, когда необходимо настроится под конкретное изделие, или невозможно снять изделие без его деформации.
Пальцы позволяют точно установить заготовку, их обычно применяют при работе с изделиями, имеющими обработанные плоскости. Призмы используют при сварке различных труб.
Шаблоны представляют собой конструкцию, которая повторяет контур свариваемого изделия. Детали устанавливают в шаблон, сваривают, в результате получаются одинаковые изделия при повторении процесса сварки. Несущим элементом становится сама деталь, а шаблон задает форму.
При единичном изготовлении того или иного изделия, иногда требуется фиксация нестандартным способом. Бывает также, что нет под рукой необходимого приспособления.
В этом случае сварщик сам мастерит его из подручных материалов. Для изготовления самодельных приспособлений для сварки достаточно нескольких обрезков уголков и пары струбцин.
С их помощью можно получить простой и надежный фиксатор. Если нужно получить фиксатор для соединения под прямым углом достаточно приварить уголки перпендикулярно друг к другу, и прихватить их третьим уголком.
Приварив в нужных местах струбцины, получают фиксатор для перпендикулярного соединения изделий. То есть при необходимости сварщик сам может себя обеспечить требуемыми приспособлениями.
Разновидности зажимных приспособлений
От надежности крепления контакта существенно зависит качество сварных швов. При выборе типа зажима для сварочных работ учитывают:
- разновидность подключаемого тока (постоянный или переменный);
- толщину и форму соединяемых заготовок;
- марки стали.
Провод фиксируется на зажиме болтовым соединением. Масса должна плотно удерживаться, когда сварщик работает в одиночку, если нет помощника, готового поддержать клемму в случае необходимости. Все приспособления для подключения массы классифицируют по трем основным группам: «крокодилы», магнитные держатели и зажимные устройства.
Зажим для сварки «крокодил»
Стандартный фиксатор, идущий в комплекте со сварочными инверторами, называется крокодильчиковым зажимом для сварки. Названо приспособление по сходству с пастью аллигатора, зубчики, сдавливаемые пружинкой, надежно зацепляются за поверхность металла, не смещаются при случайном шевелении провода. Основное достоинства крокодила сварочного – удобное перемещение на другое место простым нажатием руки. Когда рука разжимается, «крокодилья пасть» смыкается на металле любой формы. С помощью крокодильчиков варят двутавр, фасонный профиль, трубный прокат.
Сварочный крокодил
Недостаток зубчатых зажимов – сложность фиксации на трубах большого диаметра и угловых поверхностях, приходится дополнительно приваривать крепежный «рожок». «Узким местом» приспособлений считается пружинка. Скрученный металл не должен сжиматься слишком легко или с большой силой. При постоянной работе сварочного аппарата зажимную клемму часто приходится менять из-за несовершенства пружинки.
Держатели электрода
Чтобы изготовить самодельный держатель электрода, необходимо взять три отрезка проволоки по десять сантиметров диаметром восемь миллиметров. Два из них изогнуть в бок (получится подобие вилки) так, чтобы части проволоки были направлены в противоположные стороны (влево и вправо). Между ними должна располагаться оставшаяся проволока, изогнутая к верху со стороны соединения с металлическим стержнем, приблизительно до 0,5 своей длины. В первую очередь сваркой прихватываются боковые части, после прикладывается центральная часть, потом все окончательно сваривается. Возможно вам потребуется добавить дополнительную обмотку провода, которая позволит предохранить его от перегрева.