Разберем алгоритм сбора импульсной сварки
Преобразователь
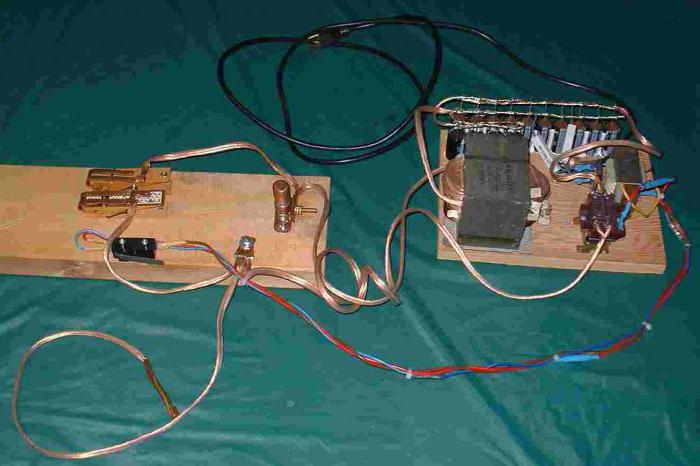
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
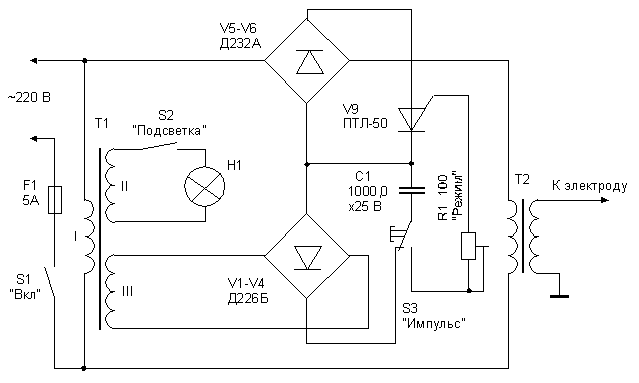
Механизм управления
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер

Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Технология процесса
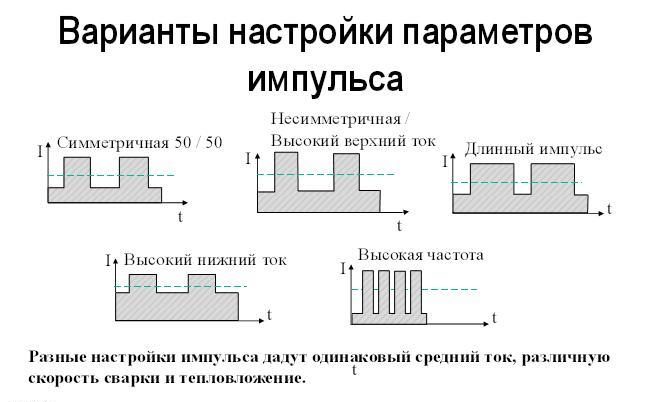
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
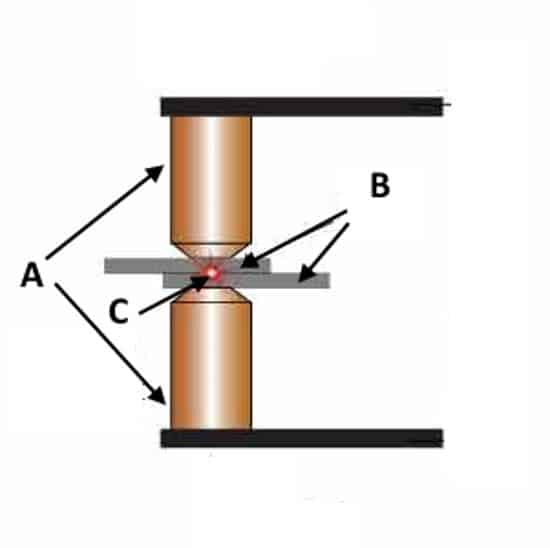
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50)
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции.
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
-
Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Схема устройства сварочного трансформатора.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.








Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
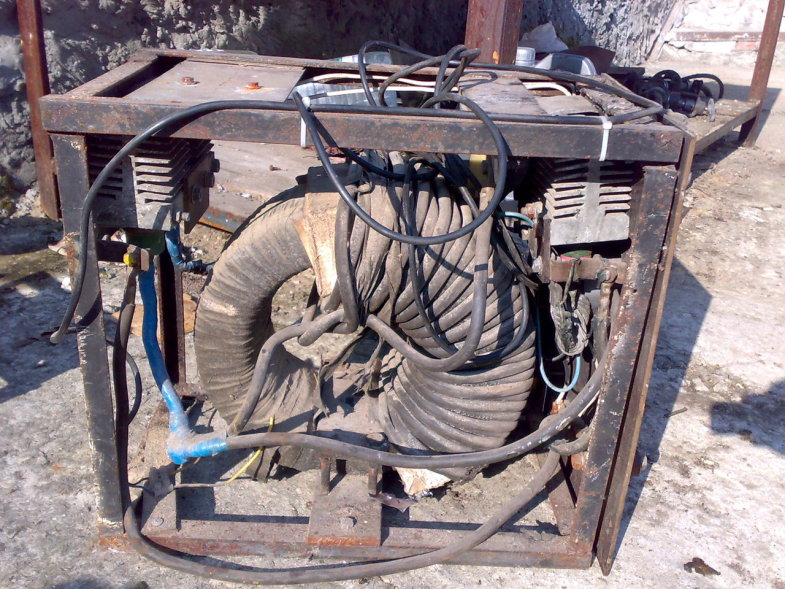
Самодельный тороидальный сварочный аппарат
Схема самодельного тороидального сварочного аппарата .
П-образные, Ш-образные трансформаторы значительно уступают тороидам в массогабаритном соотношении. Тороидальный сварочный аппарат в полтора раза легче Ш-образного аналога, однако основная трудность при самостоятельном изготовлении кроется в отсутствии необходимого железа. Умельцы делятся рекомендациями по изготовлению трансформатора из промышленного СА, отработавшего положенный ресурс. Аналогичной заменой послужит трансформатор ТСА 310 либо ТС 270. Его П-образные пластины «половинят» зубилом, правят на наковальне.
Сварочные аппараты этого типа собраны из пластин 45 х 9 см:
- пластинчатый клепаный обруч диаметром 26 см наполняется пластинами встык друг к другу (работа выполняется вдвоем, напарник фиксирует набираемый сердечник, предотвращая распрямление пластин);
- при достижении внутреннего диаметра конструкции 12 см набор прекращается;
- из электрокартона вырезаются детали: полоса шириной 9 см, кольца с внутренним диаметром 11 см, внешним 27 см;
- кольца прикладываются к боковым сторонам конструкции, собранной на первом этапе, обматываются матерчатой изолентой;
- обмотка I укладывается на изоленту — 170 оборотов (для 220 В) провода диаметром 2 мм марки ПЭВ-2;
- обмотка II укладывается поверх нее — 30 витков проводом диаметром 15-20 мм марки ПЭВ-3;
- обмотка III — 30 оборотов проводом марки МГТФ 0,35;
- изоляция друг от друга тесьмой, ПО проверяется на ток ХХ: если он меньше 1-2 А, отматывается несколько витков, при величине тока ХХ больше 2 А добавляется два оборота.
Данный сварочный аппарат имеет оригинальную схему управления в виде фазового регулятора. Напряжение, снятое с обмотки III, выпрямляется диодным мостиком. Конденсатор заряжается через резисторы до 6 В, затем происходит пробой через динистор, собранный из тиристора, стабилитрона. Открывается диод с тиристором. Последний резистор в схеме ограничивает ток, при отрицательной волне переменного тока открываются ответные тиристор, диод. Сварочные аппараты такой конструкции отстраиваются резистором.
Для создания сварочного аппарата необходимы резисторы мощностью от 10 Вт.
В схеме использованы:
- диоды на ток 160-250 А, закрепленные на радиаторах с площадью от 100 см2;
- конденсатор К50-6;
- резисторы мощностью от 10 Вт;
- тиристоры КУ202 либо КУ201.
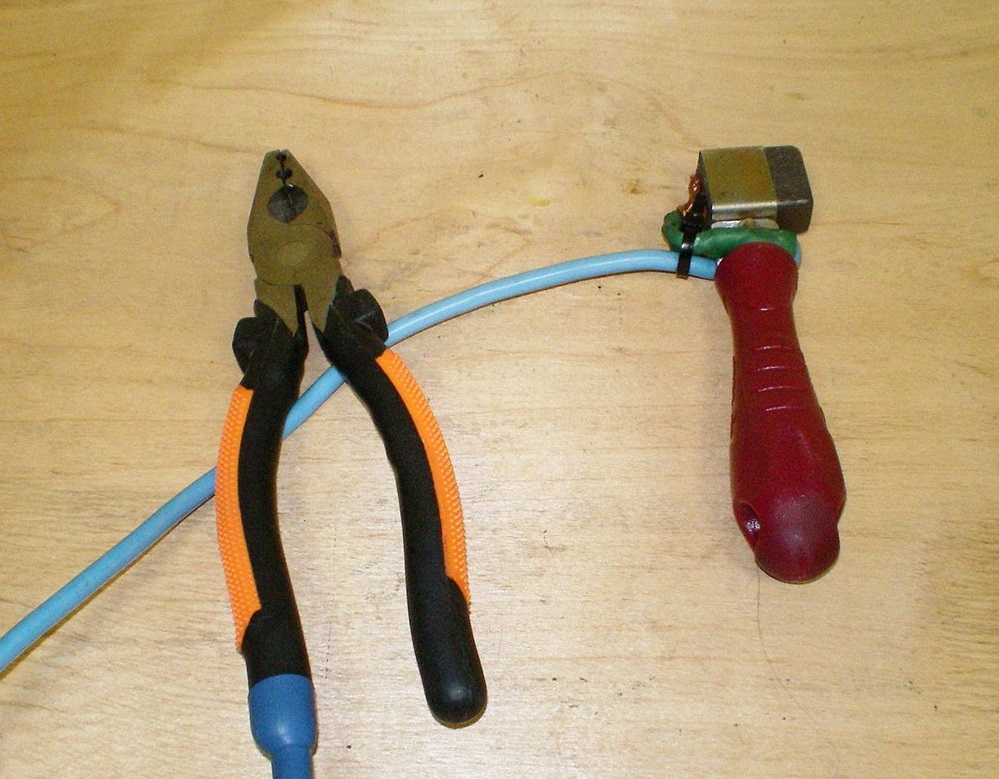
Сварочный аппарат уверенно варит электродами диаметром 4 мм, режет металл. Держатель для него можно сделать самостоятельно из равнополочного уголка длиной 10 см (полки по 2 см). В 1 см от края уголка в самом углу сверлится отверстие диаметром 4,1 мм, через которое новым электродом можно выталкивать сгоревший электрод. Нижняя часть полок заужается по руке сварщика. Во внутренний угол вваривается проволока, отогнутая от него вертикально вверх. Снизу на конструкцию надевается кусок резинового шланга. При работе электрод вставляется между краями уголка, прижимается к ним куском приваренной проволоки.
Методика проведения работ
При изготовлении вышеописанного приспособления для сварки своими руками вы должны приварить на квадрат трубы, длина которых составляет 15 и 20 см. Установить их необходимо по углам, чтобы концы труб оказались по разным сторонам квадрата. Теперь можно приступать к изготовлению вспомогательных деталей. Для этого из трубы подготавливается фигура по форме буквы П, ее длина должна составить 10 см. Вторая деталь изготавливается из этих же труб, однако элементы свариваются между собой в виде равнобокой трапеции.
Равнобедренный треугольник выполняется на сторонах квадрата. К нему приваривается П-образная фигура, в которой предварительно проделывается отверстие по центру для маленького болта. В зазор между фигурой и квадратом должен поместиться 4-сантиметровый болт. К последнему приделывается ручка, в роли неё может выступить гайка с отверстием. В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях. Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки. Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
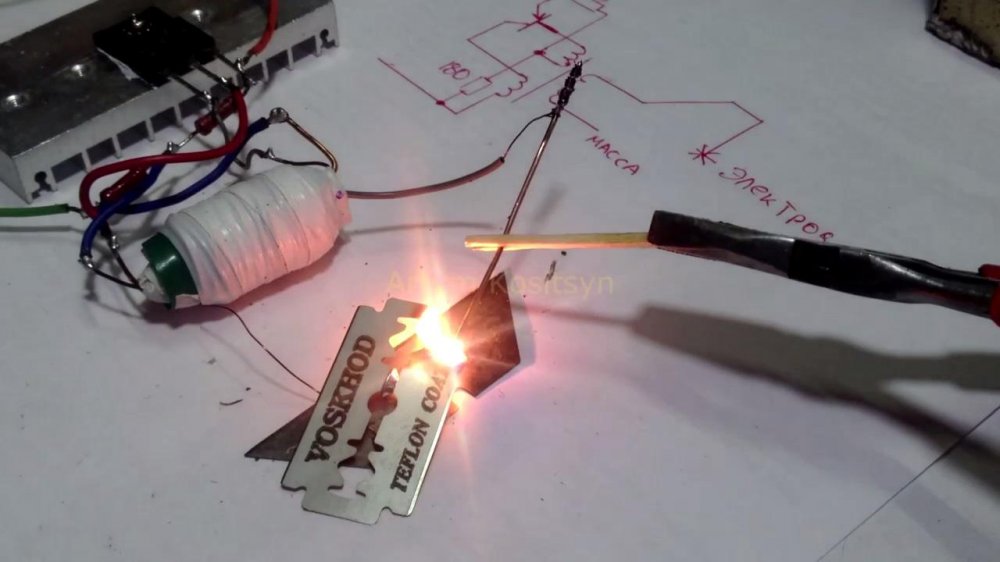
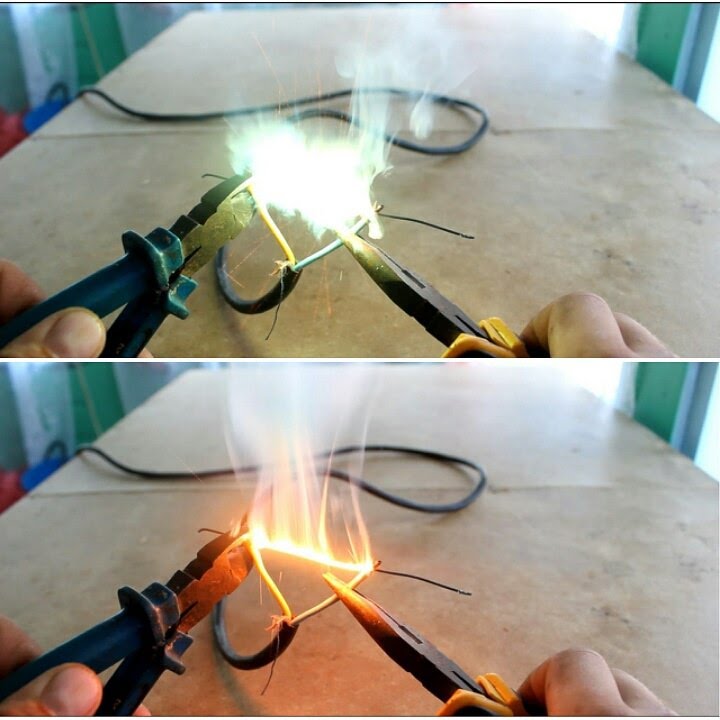
Сварка неплавящимся электродом
Аппарат для соединения металлических проводов, скруток или же изготовления термопар достаточно часто изготавливается самостоятельно своими руками. Но следует учитывать, что цена готового изделия, купленного в магазине, может быть ниже, чем итоговая сумма всех компонентов, если их покупать. Однако, как правило, части можно найти и на разборках, а, быть может, их возможно получить, разобрав старое оборудование.
Для изготовления устройства понадобится один трансформатор на 20-50 В, соединительные провода четыре штуки (два для подсоединения, для подведения электрода и выхода в сеть). Электродом может служить графит, который можно легко получить, достав стержень из карандаша. На роль держателя подойдет все, что вы сможете для этого приспособить.
Сборка подобных аппаратов происходит по стандартной схеме, которую можно без труда найти во множестве источников и по большому счету заключается в правильном подключении проводов и упаковывании всего этого в корпус.
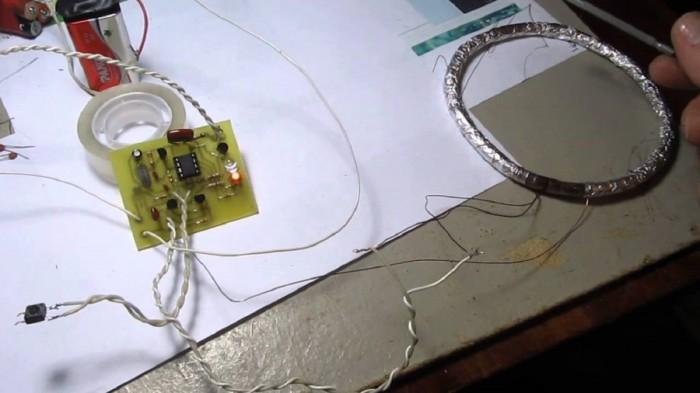
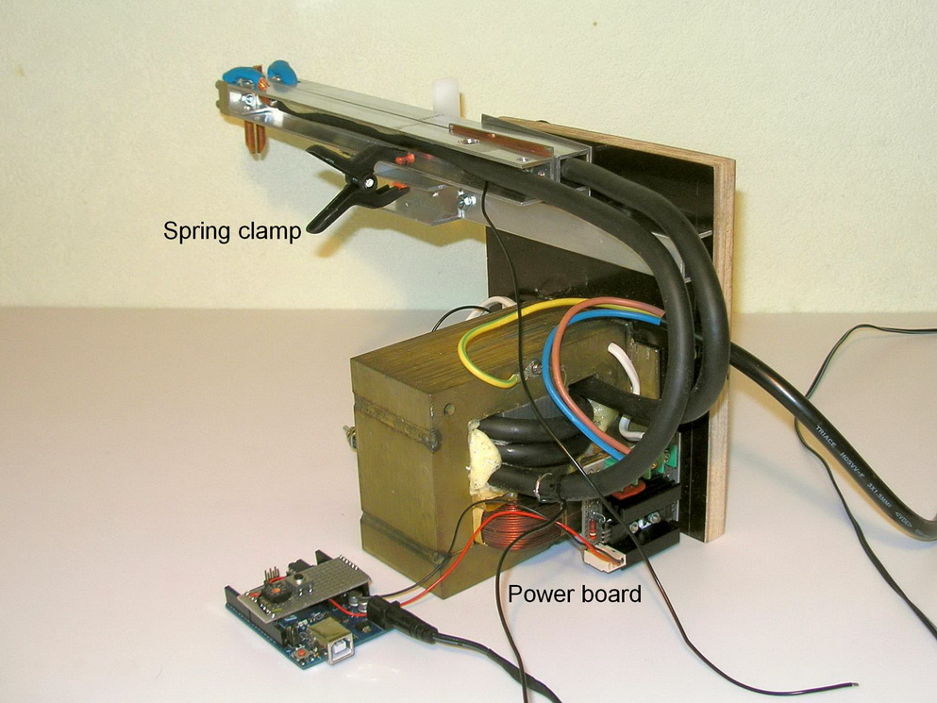
Как сделать
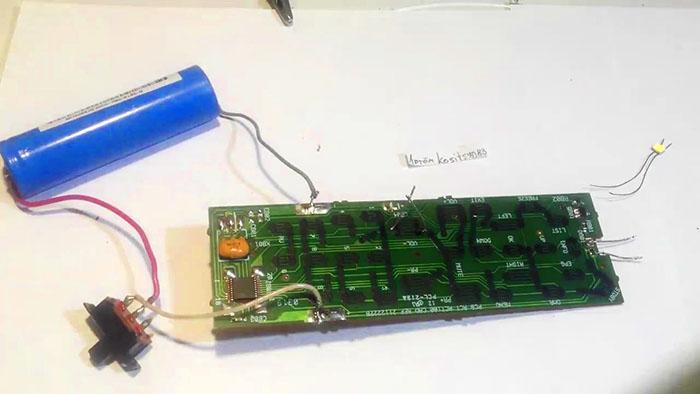
Принцип функционирования металлоискателя заключается в движении паразитных гармоник: при приближении катушки приспособления к металлическому элементу, показатель ее индуктивности, а также частота гармоник изменяется. Изменения улавливает приемник.

Для работы рекомендуется придерживаться такой последовательности операций:
- Намотать на готовую катушку проволоку установленного диаметра. Количество витков можно установить только на практике. В среднем следует намотать до 50 витков проволоки. Дабы избежать ее разматывания ее нужно скрепить при помощи изоляционной ленты, скотча либо нейлоновых стяжек.
- Разобрать дистанционный пульт. Зачистить все выводы, покрытые эмалированным изоляционным слоем.
- Припаять при помощи паяльника очищенные выводы параллельно по направлению к инфракрасному светодиоду.
- Собрать пульт. Эффективность работы приспособления зависит не только от количества витков проволоки на катушке, но и от качества батареек, которые вставляются в ДПУ.
- Включить приемник, настроив его на средние волны.
- Нажать на пульте любую кнопку.
- Приемник следует поставить возле ДП, а катушку – на небольшом расстоянии от них.
При нажатии кнопки на пульте будут слышны звуки определенной тональности, которые постоянно повторяются. Отпускание кнопки приводит к пропаданию звуков. В случае приближения катушки к металлическим элементам громкость звуков становится сильнее.
Изменить или настроить чувствительность устройства можно посредством изменения таких показателей, как толщина или размер витков проволоки на катушке, количество витков на ней, волны настройки приемника.
Опытные мастера также рекомендуют для повышения чувствительности металлоискателя использовать вместо 1 катушки 2 и более. Для работы в данном случае понадобиться больше проволоки и времени. Такое приспособление будет обладать большей функциональностью и практичностью.
Металлоискатели, выполненные своими руками посредством использования пульта дистанционного управления от телевизора, могут успешно использоваться не только для обнаружения проводки и элементов крепления в толще стены, но и для поиска арматуры.
Использование такого простого и недорогого прибора поможет избежать лишних разрушений стен во время ремонта или для обнаружения проблем с электрической проводкой в доме.









Перед началом практичного использования устройства рекомендуется провести предварительные его испытания на чувствительность. Не исключена возможность некоторых доработок (изменения количества витков или диаметра используемой проволоки).
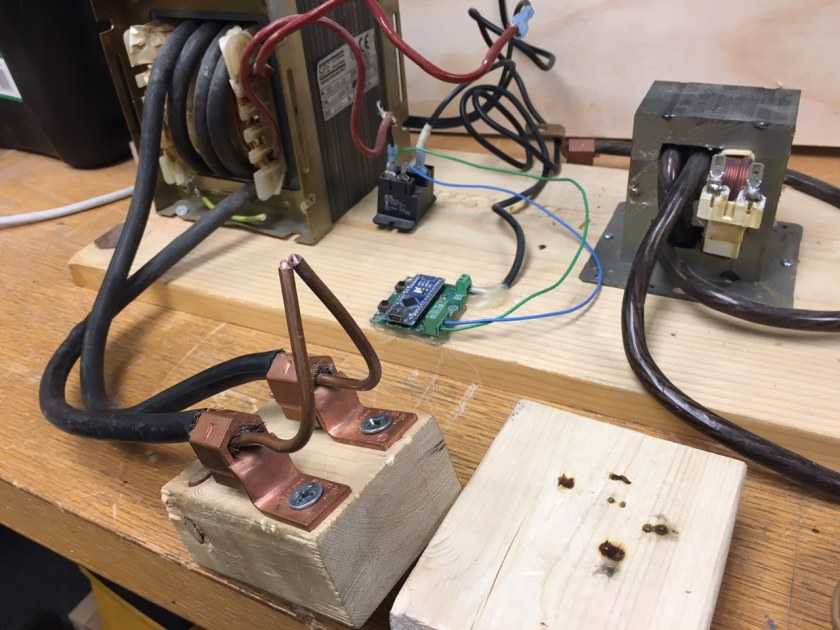
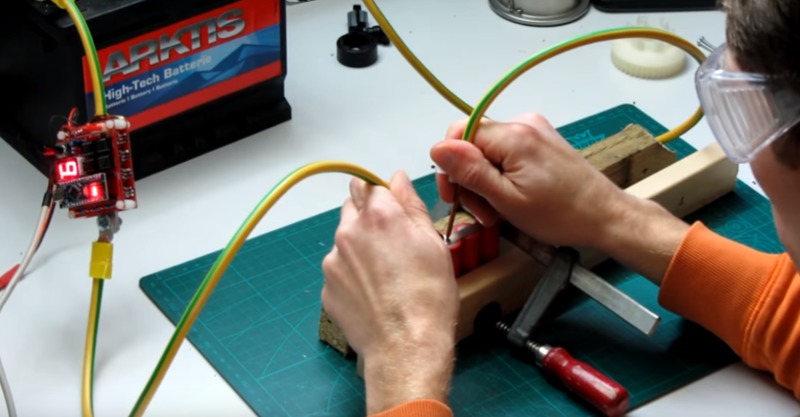
Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
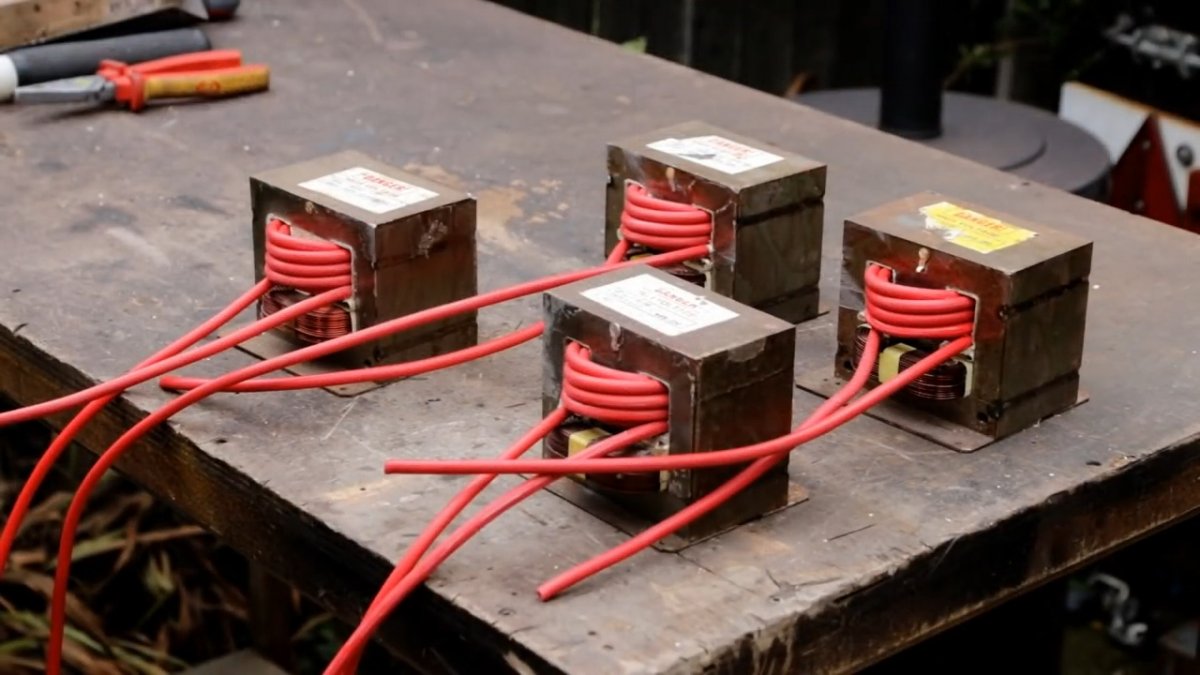
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
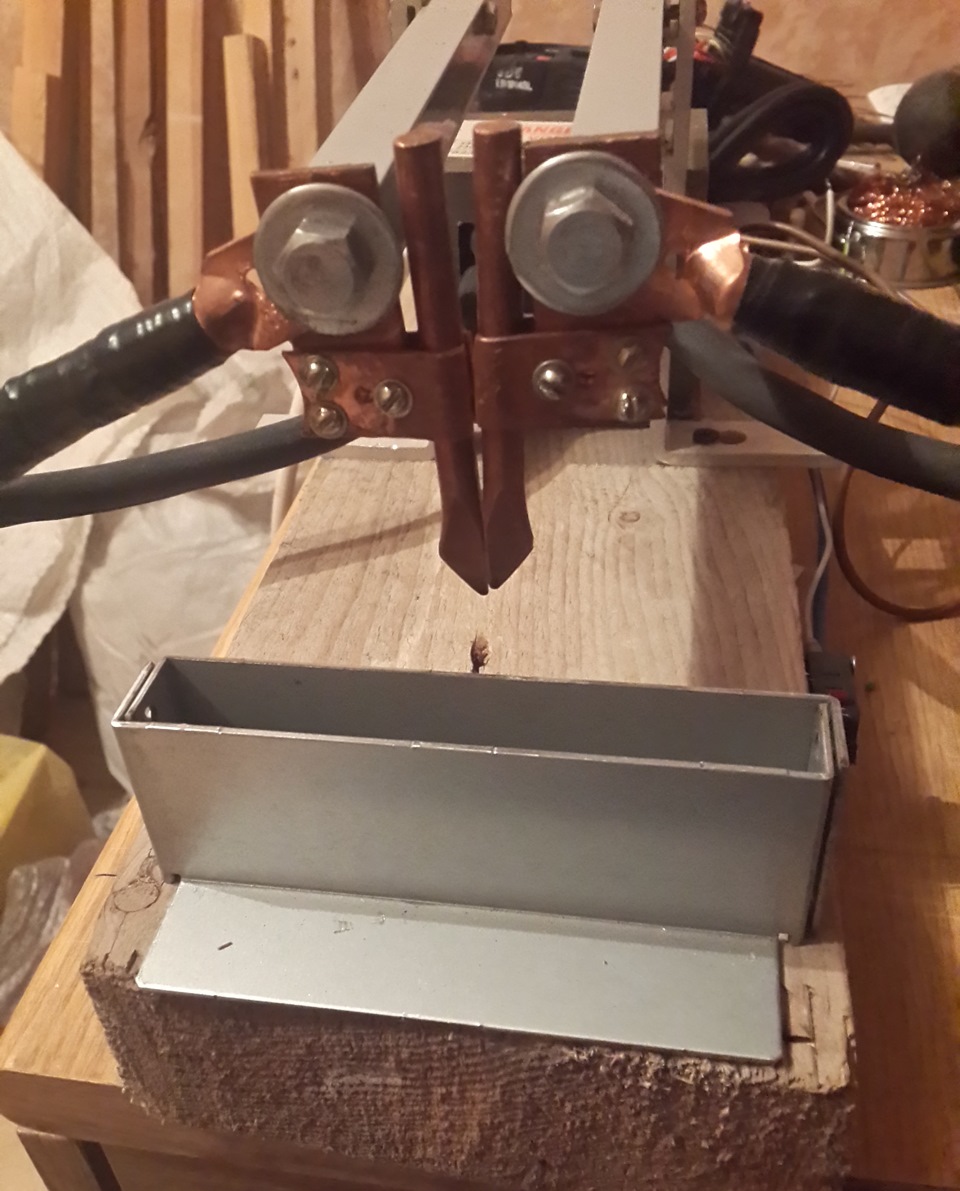
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Изготавливаем печатную плату своими руками
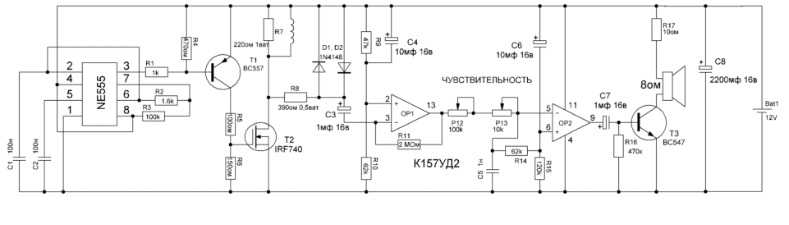
Схема металлоискателя “Пират”
Делаем заготовку из текстолита размером 4*9 см. Методом ЛУТ или от руки переносим рисунок на заготовку. Сверлим отверстия согласно схеме (1-1.5 мм). Прорисовываем дорожки перманентным маркером или лаком. Травим плату (возможно использование хлорного железа, перекиси водорода с лимонной кислотой или медного купороса с солью). После травления промываем печатную плату. Лудим дорожки.
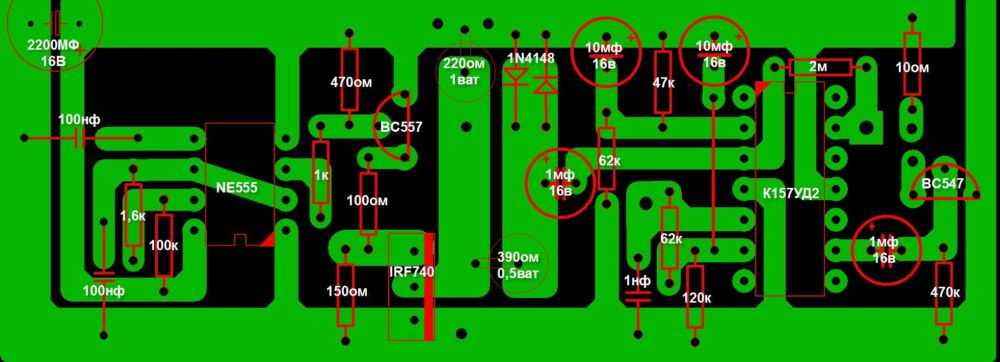
Схема расположения деталей на печатной плате
Приступаем к пайке деталей
Основное, на что стоит обратить внимание – это правильное расположение микросхем и диодов согласно полярности. Так же не забываем установить перемычку
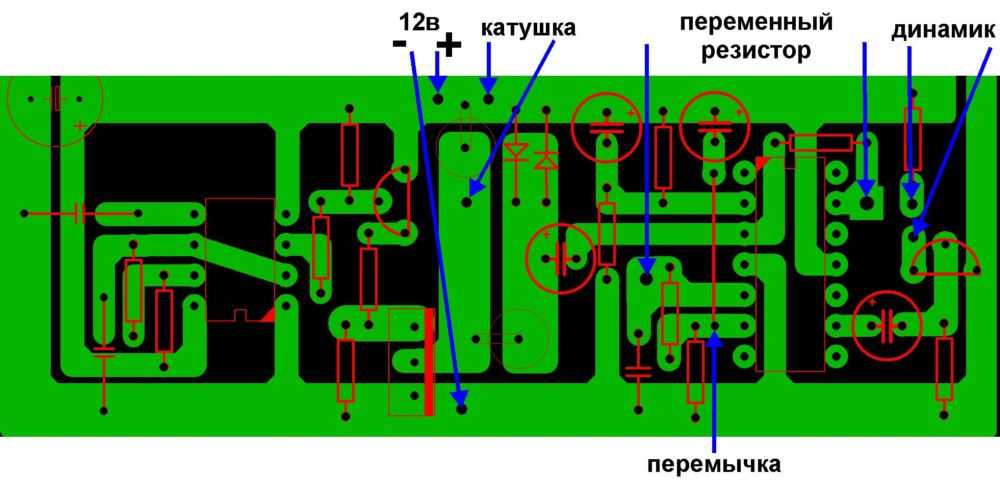
Схема элементов металлоискателя (провода)
Соединительные провода между платой и катушкой следует подбирать под длину будущей штанги.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.






Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как смастерить точечную сварку
Настройтесь на кропотливый труд и можете приступать к изготовлению. Для контактного сплава без помощи профессионального оборудования и материалов понадобится трансформатор типа ТС-270, не меньше шести.
Их вы как раз таки сможете найти в советском телевизоре. Еще нужны петли размагничивания кинескопа.
Что же делать, если нужных для сборки точечной сварки деталей нет? Их можно отыскать в интернете объявления, купить у знакомых. Однако сделать это возможно будет сложнее, ведь там также есть умельцы, готовые скупить все для своих потребностей.
Но давайте сосредоточимся на конструировании точечной сварки.
Струбцины
Струбцина является закрепляющим устройством. Необходимость сделать их самому может быть вызвана недостаточной прочностью тех моделей, что продаются в магазинах. Например, при сварке твуд или иных металлических вещей необходимы достаточно крепкие струбцины. И магазинные модели могут не выдержать требуемой нагрузки.
Для изготовления потребуется:
- Лист стали толщиной 10 миллиметров;
- Три гайки;
- Шайбы большого диаметра;
- Труба с наружной резьбой по размеру гаек.
Процесс изготовления:
- Вырезать из листа стали полоску со сторонами 50 см и 4 см;
- Вырезать полоску для статичного удерживания внизу длиной 25 см;
- Вырезать передвижную планку длиной 10 см;
- Для крепления передвижной части вырезать два прямоугольника по 5 см;
- Вырезать деталь для опоры на статичную часть струбцины (1);
- Приварить к основе струбцины вспомогательную часть. Они должны образовать между собой букву Г;
- Плашмя приварить на короткий край деталь (1);
- Сварить друг с другом три гайки;
- Сварить друг с другом шайбы;
- Приварить гайки ребром по отношению к передвижной части так, чтобы вкручиваемый стержень пролегал параллельно основанию самой струбцины;
- При необходимости к стержню можно приделать ручку, закрепив сверху гайкой;
- Сварить детали по внешнему краю;
- Вставить между частями струбцины;
- Выполнить сварку по внутреннему краю частей, присоединив планку;
- На край стержня приварить шайбы.
Для сборки можно использовать стержень из магазинной струбцины, если таковой имеется.
Угловая струбцина так же, как и обычная, закрепляет детали для их последующей сварки. Однако не всегда части изделия должны располагаться прямо. Иногда и под углом. Именно для таких моментов в арсенале сварщика должна быть угловая струбцина. Они продаются в магазинах, но имеют те же недостатки. Самостоятельно можно легко изготовить инструмент для сварки под прямым углом. Набор материалов тот же, что и для обычных струбцин, плюс гайки и шпилька.