
Технические данные

Заводы- изготовители продвигают на рынке несколько основных типов сварочных тележек. Их основные габариты определяются размерами сварочного аппарата и газового баллона.
Типовые параметры выглядят так:
- вес: 12-15 кг;
- габаритные размеры: 1,25х0,35х0,71 м
- размер площадки под аппарат: 0,28х,45 м.
Эти параметры уточняются, исходя из емкости и количества баллонов, которыми необходимо оснастить передвижной пост, а также выбранной компоновки.
Наиболее популярны две из них:
- двухколесная компоновка, баллон большой емкости размещается вертикально, площадка под аппарат расположена над осью и параллельно ей;
- трех- или четырехколесная компоновка, габариты определяются размерами площадки для сварочника, баллоны малой или средней емкости размещаются под площадкой.
Двухколесные варианты создаются на основе стандартной тележки для перевозки 40- и 50-литровых газовых баллонов, на их вертикальную рукоятку наваривается кронштейн, держащий площадку для аппарата
Трех-и четырехколесные модели создаются на основе передвижных шкафов- стеллажей для инструмента, к которым сбоку или снизу добавляются крепления для баллонов.
Чтобы повысить удобство и улучшить условия труда сварщика, тележку оборудуют отсеками для размещения мелких инструментов, катушками для сматывания и хранения шлангов и проводов и т.п.
Требования к сварочному столу
Прежде чем начинать проектировать и изготавливать сварочный стол, необходимо определить требования к нему:
- Жесткость конструкции. Он не должен «гулять» под весом массивных или громоздких свариваемых конструкций.
- Надежность крепления заготовок.
- Удобство работы сварщика.
- Полки для сварочного оборудования, сварочных материалов.
- Ящик для редко используемых инструментов.
Кроме основных требований, можно обеспечить дополнительные опции:
- вытяжная вентиляция для удаления сварочных газов;
- освещение рабочей зоны — 36 вольт или светодиодная.

Стол для сварочных работ с лампой
Кроме того, важно, чтобы не применялись горючие материалы
Трехколесная модель
Трехколесная тележка для полуавтомата с креплением для баллона намного удобнее в работе, чем двухколесная. Обеспечивается свободный доступ к аппарату, другому оборудованию и сварочным материалам, их не надо крепить на время перевозки.
Вместимость ее существенно выше, чем у двухколесной версии. Есть возможность смонтировать выдвижные ящики, дополнительные полки, шкафчики, съемные контейнеры и многое другое.
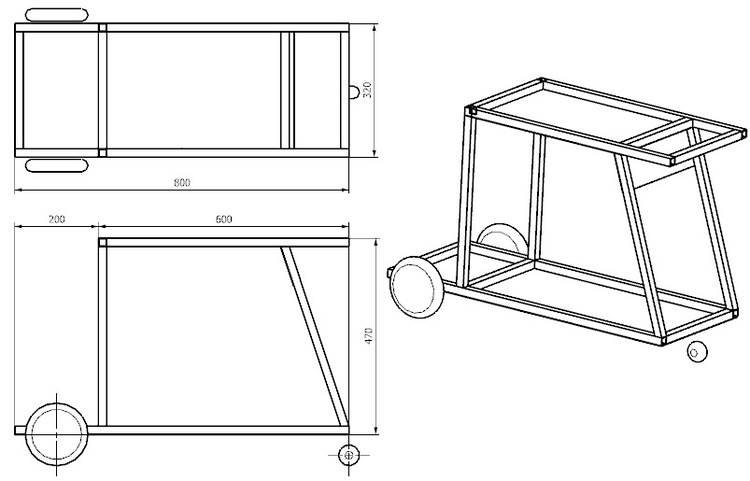 Чертеж трехколесной конструкции
Чертеж трехколесной конструкции
На таком устройстве можно перевезти все необходимое для работы в дальний угол цеха и не возвращаться за каждой понадобившейся мелочью. Удобная ручка позволяет как тянуть устройство за собой, так и толкать его вперед. Поворотные колеса обеспечивают достаточную маневренность.
Нюансы изготовления
Каркас тележки для полуавтомата с баллоном может быть изготовлен из таких материалов:
- уголка равно— или разнополочного с толщиной стенкой не менее 1,0 мм;
- прямоугольной трубы сечением не менее 40х20 мм или квадратной не менее 30х30 мм и толщиной стенки 1,0 мм и больше;
- трубы круглого сечения диаметром не менее 20 мм и толщиной стенки не менее 1,0 мм;
- листового металла толщиной 1,5 мм и больше;
- комбинации вышеперечисленных материалов.
Полки стола, место, на которое устанавливают полуавтомат, и другие приспособления можно изготовить из рифленого алюминиевого или стального листа и фанеры, которая должна быть сверху покрыта резиной или материалом для напольного покрытия. Толщина металлического листа должны быть не менее 2 мм, фанеры не менее 5 мм.
Необходимо точно знать, какое количество баллонов планируется передвигать, и их емкость. От этого зависят размеры посадочного места для них и конструкция хомута.
Тележка для полуавтомата и баллона изготавливается в следующем порядке:
- подбираются или нарезаются заготовки необходимого размера из отобранного металла. Для нарезания используют ножовку по металлу или болгарку. Обязательно с помощью наждачного круга удаляются заусенцы с мест резки;
- первоначально изготавливается каркас способом сварки. При этом учитывается марка металла, от которой зависит подбор присадочного материала и его диаметр, если соединение выполняется с ним. Чаще всего изготавливают такую конструкцию из низкоуглеродистой стали. Если детали каркаса изготавливаются с применением гибки, то все элементы должны быть предварительно согнуты;
- готовятся пластины, к которым прикреплены колеса. Их можно купить в торговой сети или взять от имеющихся в домашнем хозяйстве изделий (например, от детского велосипеда или старой тележки). Колеса могут быть разного размера;
- конструкция кладется на бок, и к ней привариваются указанные пластины. При изготовлении прочного каркаса можно не готовить пластины с колесами, а приварить колеса прямо к нему;
- готовятся хомуты с крепежными элементами для крепления баллонов. В конструкции должны предусматриваться крепления снизу и сверху, а также уключина для надежной установки баллона;
- зачищаются швы. Выполнить эту операцию можно с помощью специальной насадки, надеваемой на болгарку, или шлифовальной машинки;
- каркас покрывается грунтовкой ГФ-1;
- после высыхания слоя грунтовки выполняют окраску эмалью ПФ-115 или другой марки с помощью малярной кисти.
Идеальный вариант покраски тележки для полуавтомата – это окраска конструкции порошковым составом. Он хорошо защищает изделие от износа и предотвращает появление коррозии, служит гораздо дольше, чем окраска эмалями. Но такой способ окраски возможен только в заводских условиях, и если есть возможность сделать это на предприятии, то это будет лучший вариант окраски тележки, которая прослужит в этом случае не один год.
Просим тех, кто мастерил тележку для полуавтомата с баллонами своими руками, поделиться опытом изготовления и поместить фотографии поэтапного изготовления.
Видео
Посмотрите видеоролик об изготовлении поворотного столика из дерева своими руками.
Поворотный столик для торта своими руками нужен не только заправским кондитерам. Это необходимый предмет для тех, кто готовит в свое удовольствие. Не обойтись без такой конструкции хозяйкам, которые пекут торты с покрытием из мастики. Основное предназначение, которое имеет крутящийся столик, — облегчить процесс украшения торта. То есть вам не придется ходить вокруг да около готового изделия, достаточно будет просто украшать вращающийся торт. Выпечка крутится вокруг своей оси, а вам необходимо только успевать ее украшать.
Чем удобен?
Такой столик пригодится не только заправским кондитерам-профессионалам. Он будет очень полезен как любителям готовить в свое удовольствие, так и делающим первые шаги кулинарам. Очень кстати придется такой столик хозяйкам, украшающим торты мастикой. Выглядит он как круг-пьедестал на ножке, который крутится вокруг своей оси. Основная цель — сделать труд кондитера максимально эргономичным и удобным, упростить задачу украшения готового торта. Торт помещается на подставку, и, вращая ее, можно с легкостью обтягивать его мастикой, украшать фигурками, надписями и прочим декором. При этом не нужно ходить вокруг него, кондитерское изделие будет вращаться на подставке, и хозяйка будет иметь доступ к любому месту тортика.

Материалы и комплектующие
Для изготовления стола используются разнообразные материалы в виде стальных уголков, профильных труб, мелких швеллеров и двутавров с листовым прокатом. Главным условием к нему является устойчивость и способность выдерживать большой вес обрабатываемых на нем заготовок.
Совет по выбору материала
Для высокой прочности, стойки стола лучше всего делать из профильной трубы с минимальным сечением 60×60×2 мм или уголка 63×63×4 мм.
Рабочую поверхность (столешницу) желательно изготавливать из швеллера или уголка, установленного на одно из ребер плоскостью вверх. Между деталями столешницы должен оставаться зазор для струбцин и других крепежных инструментов, которыми будут при надобности крепиться свариваемые заготовки.
Вспомогательные конструкции, с помощью которых можно увеличить площадь рабочей поверхности, лучше изготовить из профильных труб, так, как они по весу легче стального уголка.
Каркас защитного экрана также рекомендуется изготовить из профильной трубы и обшить тонким листовым металлом. Экран желательно сделать с боковыми бортами.
Набор дополнительных инструментов
Чтобы создать максимально комфортные условия работы, рекомендуется приобрести дополнительный набор инструментов с функциями надежной фиксации свариваемых деталей на рабочем столе с возможностью быстрого изменения их пространственного положения. Они должны иметь прочность и стойкость при резких температурных переменах.
К таким инструментам относятся струбцины, с помощью которых заготовки могут крепиться между собой или к рабочему столу.
Зажимы. Их функция практически та же, что и у струбцин, но более широкого использования. Благодаря им можно устанавливать определенный угол и фиксировать более сложные соединения заготовок между собой.
Магнитное основание. Рекомендуется для фиксации мелких заготовок, которые закрепить другими механическими приспособлениями невозможно.
Сварочный стол своими руками чертежи
Проблема с самостоятельным изготовлением стола для сварки заключается в том, что на данный момент очень мало информации о подобных конструкциях. Если взять за основу модели, изготовленные для промышленных целей, то их чертежи являются довольно сложными для использования в домашних мастерских, а многие функции вообще невозможно использовать. Альтернативой может быть самый простой чертеж, который можно просто доработать и улучшить самостоятельно.
Самый простой и доступный вариант стола, который можно быстро и без труда изготовить своими руками, доработав его самостоятельно.
Варианты исполнения
Проще всего сделать четырёхколёсную тележку с горизонтальным расположением баллона. Основным недостатком такой конструкции является большой размер по длине, что затрудняет маневрирование в маленьких помещениях. Укладывать и снимать баллон одному человеку неудобно.

Поэтому тележки под полуавтомат с вертикальным расположением баллона более популярны. Обычно у них имеется полка над сварочным аппаратом, на которой лежат инструменты. При замене двух поворотных колёс одним управляться с тележкой будет легче, но ухудшится устойчивость.
Двухколёсные конструкции, сделанные по принципу тачки, компактные, маневренные, для их изготовления требуется минимум материалов. Площадка под ёмкость для газа, расположенная на земле, является дополнительной точкой опоры. С установкой на неё баллона справится один человек методом кантования.

Основные требования к сварочному столу
В первую очередь, сварочный стол должен быть прочным, изготовленным из материалов, неподверженных горению и способных справляться с высокими температурами. Также нужно понимать, что свойства стола во многом зависят от характера операций, которые планируется производить при помощи сварочного оборудования.

При подготовке индивидуального чертежа и дальнейшем изготовлении сварочного стола важно учитывать следующие факторы:
- Высота конструкции. Мастера осуществляют сварку преимущественно стоя, из-за чего при разнице в росте, наличии привычки проводить ряд операции сидя может возникнуть необходимость в изменении высоты стола. По нормам, она должна быть в пределах 650–800 мм.
- Габариты столешницы. Небольшие детали могут свариваться на столе с рабочей поверхностью 60х60 см, тогда как при работе с очень громоздкими предметами окажется мал даже стол 2х1,5 м.
- Нагрузочная способность. Речь идет о распределенной нагрузке на столешницу и максимальной нагрузке на ножки, которых в небольших изделиях четыре, а в крупных их число может доходить до восьми. Столешница изготавливается из тонколистового металла лишь при условии, что на ней планируется сваривать только компактные детали малой массы. Однако в этом случае придется предусмотреть дополнительно усиленную зону-подставку для сварочного аппарата. Лучше всего себя зарекомендовали столешницы из слоистых конструкций либо профильной трубы с большим сечением.
- Возможность перемещения стола. Бывает, что его приходится двигать по помещению и даже использовать на улице. Тогда в чертеже сварочного стола рекомендуется предусмотреть колесики со стопором.
- Дополнительные элементы. Речь идет о полках, подвесах для инструментов, ящиках под расходники. Также могут устанавливаться щитки, специализированные светильники, вытяжки, пр.
Сварщик сам выбирает определенную модель стола на основании своих потребностей и тонкостей проведения запланированных операций.
Варианты изготовления
Поворотный стол для фрезерного станка продаётся в различных вариантах исполнения, помогающих решить уникальные требования производителей. Основание и подшипники дорогостоящих изделий способны выдерживать вес в несколько десятков тонн. Элементы производят из высокопрочного материала — особой стали.










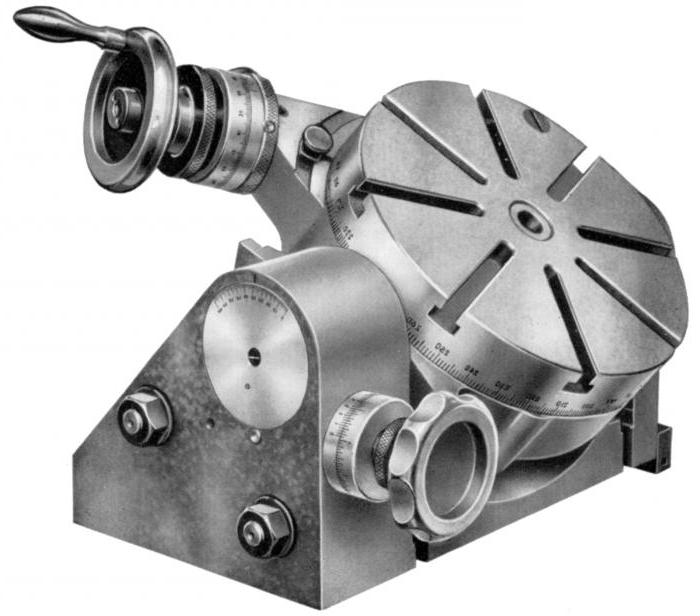
Для вращающихся заготовок применяют специальный сбалансированный поворотный стол с ЧПУ для фрезерного станка. В этой конструкции применяются радиально-упорные подшипники, которые являются предварительно нагруженными. Существуют одноосевые и многоосевые варианты исполнения.
Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей. Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы. Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
| клиновая скоба | зажимная скоба | пружинная скоба |
Прихваты используют в основном при монтаже крупных конструкций. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки.
Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.
Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
Рычажно-винтовая стяжка.
Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина др. При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах — винтовые распоры или домкраты. Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей. Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные). Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок. Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб (см. рисунок ниже).
| Клещи для труб диаметром до 40 мм | Приспособление с винтовым зажимом для труб диаметром до 60 мм |
Центраторы для сборки труб большого диаметра могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром. Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
Наружный гидравлический центратор ЦНГ-1220
1 — цепь; 2 — упорный ролик; 3 — скобы; 4 — концевое звено; 5 — домкрат; 6 — винт.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов.
Конструкция стола для сварки
Существует два вида столов для производства сварных работ для домашних мастерских — это обычные, самые простые столы для периодической сварки средней сложности и полупрофессиональные сборочно-сварочные столы, на которых выполняются более сложные задачи.
По удобству использования к столу предъявляются следующие требования:
- Высота стола должна быть не ниже или выше пределов в 700 — 850 мм.
- Минимально рекомендованные габариты рабочей поверхности должны составлять 800×1000 мм.
- Высота стола с защитным экраном от сварочных лучей должна быть не ниже 1400 мм.
Простой стол для сварочных работ
Отличается прочностью, простотой сборки и довольно удобной конструкцией для работы сварщика. Его конструкция состоит из жесткой рамы, которая сваривается из металла и состоит из четырех стальных стоек из уголка или профильных труб, сваренных между собой. По нижней части, на высоте примерно 200 мм от пола, стойки сварены уголками, сверху они приварены к прочной раме, на которой находится металлическая столешница.
На металлической столешнице могут иметься специальные пазы для крепления свариваемых заготовок.
На стальной раме, на которой расположена столешница, желательно приварить кронштейны для сварочного провода, а под столешницей рекомендуется разместить неглубокий поддон для сборки пыли и окалины.
С левой или правой стороны может находиться тумба с несколькими отделениями для хранения различных инструментов. Оставшееся место приспособлено для временного складирования более крупной оснастки.
Рядом желательно приварить подставку под емкость для воды.
Полупрофессиональный стол сварщика
Это уже довольно сложная конструкция сборочно-сварочного стола с дополнительной комплектацией. Эргономические свойства таких столов практически не отличаются от обычных, но на них предусматривается установка дополнительного оборудования для фрезеровки, сверления и других металлообрабатывающих операций. Также столы могут оборудоваться встроенными вентиляционными системами.
Ножки стола для жесткости всей конструкции, часто прочно прикрепляются к полу анкерными болтами или бетонной стяжкой.
Важной особенностью этих столов является возможность поворачивать рабочую платформу, благодаря чему сварщик может накладывать сварные швы на свариваемые детали с одной рабочей точки. Сборочно-сварные столы часто комплектуются быстросъемными слесарными тисками, комплектом различного размера струбцин и поворотными приставками для установки сварочного аппарата
Сборочно-сварные столы часто комплектуются быстросъемными слесарными тисками, комплектом различного размера струбцин и поворотными приставками для установки сварочного аппарата.
Критерии выбора стола
Защитные ширмы от лучей сварки, вентиляционных воздуховодов и другие облицовочные материалы рабочей зоны должны быть из негорючих материалов. Если раньше для этого применялась асбестовая ткань, то в настоящее время используются современные материалы Суперсил или базальтокартон.
Для жесткости всей конструкции ее масса должна быть не меньше 180 — 200 кг.
Освещение рабочей зоны должно быть настроено так, чтобы не создавались блики, мешающие работе сварщика (стекла сварочных масок практически их не поглощают).
Конструкция должна иметь поворотный механизм рабочей платформы и встроенную вентиляцию.
Самостоятельное изготовление стола
Сборка конструкции в домашних условиях экономит средства, помогает адаптировать мебель под условия работы.
Инструменты и расходники
Стол из профильной трубы своими руками собирают, используя такие приспособления и материалы:
- плоскогубцы;
- рулетку;
- маркер;
- линейку;
- угольник;
- молоток;
- струбцины;
- трубу с прямоугольным сечением или стальные уголки;
- болгарку;
- сварочное оборудование;
- метчики для формирования резьбы;
- токарный станок для срезания фасок.
Создание чертежа
Использовать фабричные схемы сварочных верстаков не стоит. Реализовать их самостоятельно сложно из-за отсутствия заводского оборудования. Однако основные моменты при составлении собственного чертежа с размерами применять можно. При проектировании правильно выбирают габариты всех элементов.
При составлении схемы учитывают следующие требования:
- габариты поверхности не должны превышать 100х80 см;
- столешницу располагают на расстоянии 70-85 см от пола;
- общая высота конструкции с учетом защитного экрана – не более 150 см.
Рекомендуем к прочтению Как выбрать сварочный бензиновый генератор
Раскрой материалов
Для изготовления самодельного стола применяют подручные материалы – листы, профильные трубы, уголки.
Болгаркой нарезают такие детали:
- 4 уголка 2,5х2,5 см, длиной 46 см. Торцы срезают под углом 45⁰. Из этих элементов строятся каркасы полок.
- 2 металлических листа 44х75 см, толщиной 3 мм. Из них изготавливают полки.
- 4 куска профильной трубы длиной 76 см. Из них делают вертикальные стойки.
- 4 уголка длиной 76 см. Торцы срезают под углом 45⁰. Из них изготавливают продольные элементы каркаса.
- 2 части трубы длиной 1 м, 2 – размером 72 см. Их них собирают основание столешницы.
- 8 кусков профильной трубы длиной 72 см. Из них собирают рабочую поверхность.
- 4 уголка 3х3 см для создания ребер жесткости.
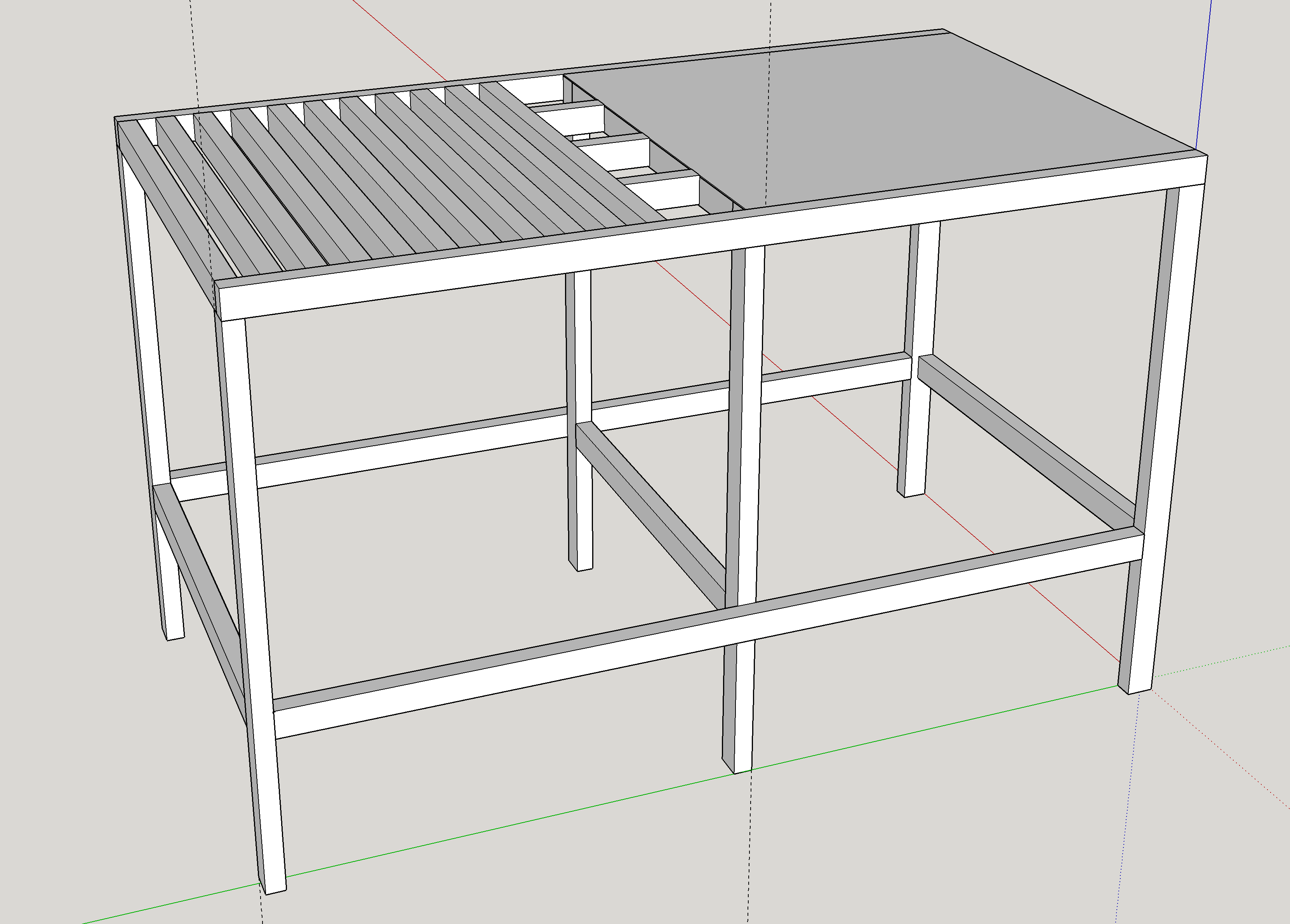
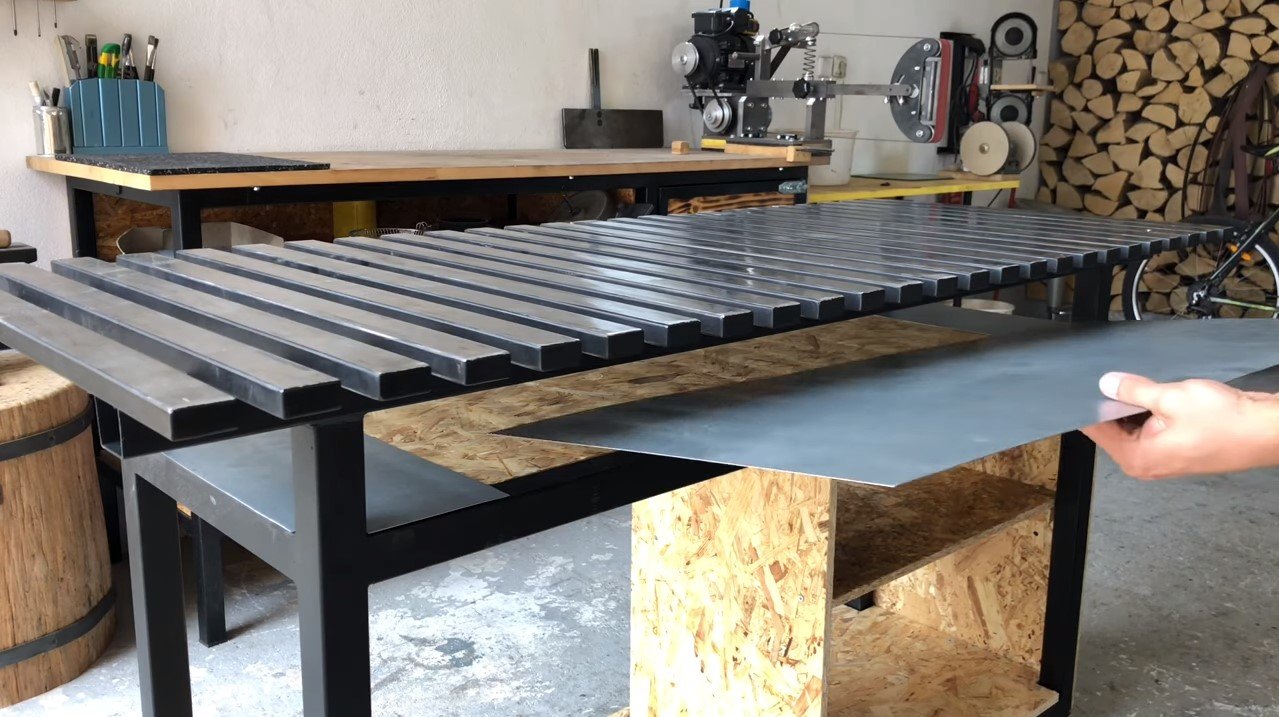
Изготовление столешницы
Каркас собирают из профильных труб 60х240. Поверхность формируют из металлических элементов 40х230 см.

Отрезки устанавливают с равным шагом. Образуется поверхность с местами для закрепления тисков и струбцин. Для расширения поверхности по бокам устанавливают раскладные панели.








Ножки для стола
Стойки прикрепляют к углам рамы столешницы. Для начала их захватывают в нескольких местах, сверяют правильность установки угольником. Стойки должны размещаться под прямым углом. В противном случае устойчивость снижается. При необходимости устраняют перекосы, формируют сплошные сварные соединения. При сборке стационарной системы к нижним частям ножек прикрепляют небольшие металлические листы.
Создание пояса жесткости
Для придания конструкции повышенной прочности устанавливают дополнительные перекладины. Их делают из уголков 3х3 см. Подготовленные отрезки приваривают к вертикальным стойкам на высоте 20-30 см от пола. Опоры связывают по кругу. Укрепляющие детали выставляют острым углом наружу.

Сварочный защитный экран
Эта часть конструкции препятствует разбрызгиванию расплавов и частиц, появляющихся при обработке сварного соединения. Каркас для экрана собирают из легких уголков. Основную часть делают из тонких металлических листов. Ограждение сварочного верстака должно иметь боковые стенки. К раме приваривают крепежные элементы, которые при монтаже вводятся в подготовленные заранее отверстия столешницы.
Дополнительные работы
На заключительном этапе выполняют следующие действия:
- Устанавливают ручку и колеса. Последние требуются при сборке передвижного стола. При установке 4 колес 2 из них снабжают стопорами. Это обеспечивает устойчивость рабочей поверхности при сварке. При монтаже колес без стопоров ставят только 2 элемента. Стол фиксируют с помощью оставшейся пары ножек с металлическими площадками. Для передвижения край без колес придется приподнимать. Ручки изготавливают из арматуры диаметром 1-1,2 см.
- Создание полок. Их делают из металлических листов, прикрепляемых к поясу жесткости. Можно использовать фанеру или ДСП, однако в таком случае над полкой устанавливают стальной лоток для сбора мусора. Для формирования каркаса используют металлические уголки. Некоторые мастера предпочитают собирать тумбы с выдвигающимися ящиками.
- Окрашивание поверхностей. Перед нанесением лакокрасочного состава сварные соединения зачищают и обрабатывают антикоррозионным средством. Краску наносят с помощью баллончика, кисти или распылителя. Покрытие должно надежно сцепляться с металлом. Для окрашивания сварочного стола используют жаропрочные составы.
Рекомендуем к прочтению Как сделать осциллятор самостоятельно

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
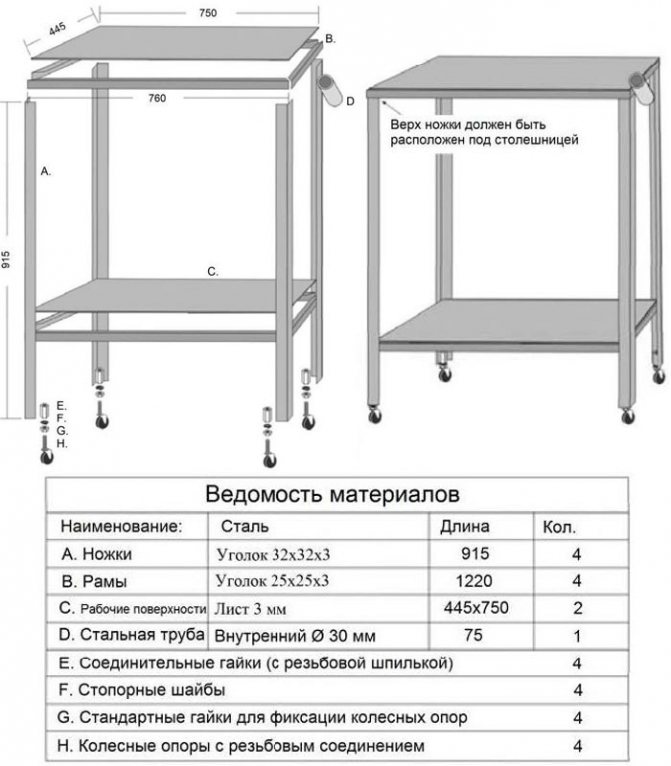
Мобильный сварочный столик на колесах
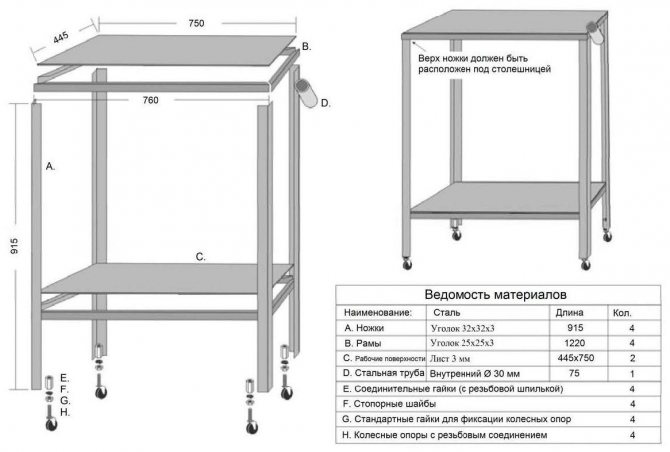
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной. Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические)
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.
Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Как сделать тележку для сварочного полуавтомата

У сварочного полуавтомата масса достоинств, однако, когда нужно его переместить, то вместе с аппаратом придётся нести и баллон с углекислым газом вместе со шлангами и редуктором. Его вес даже в пустом состоянии больше 50 кг, а если полностью заправленный — до 80 кг. Баллоны с малым объёмом использовать нецелесообразно, так как их придётся часто заправлять. Поэтому даже если случаи переноса оборудования не часты, есть резон купить или сделать тележку для сварочного полуавтомата с баллоном.

 Тележка в четырехколесном исполнении с горизонтальным расположением баллона
Тележка в четырехколесном исполнении с горизонтальным расположением баллона
Поэтому тележки под полуавтомат с вертикальным расположением баллона более популярны. Обычно у них имеется полка над сварочным аппаратом, на которой лежат инструменты. При замене двух поворотных колёс одним управляться с тележкой будет легче, но ухудшится устойчивость.
Двухколёсные конструкции, сделанные по принципу тачки, компактные, маневренные, для их изготовления требуется минимум материалов. Площадка под ёмкость для газа, расположенная на земле, является дополнительной точкой опоры. С установкой на неё баллона справится один человек методом кантования.
 Двухколесные конструкции с вертикальным расположением баллона более компактные и маневренные
Двухколесные конструкции с вертикальным расположением баллона более компактные и маневренные
Самостоятельное изготовление стола для сварки
Проблема самостоятельного изготовления стола для сварки состоит в том, что на данный момент мало информации о таких конструкциях. Если брать за основу модели, которые изготавливаются для промышленных целей, то их чертежи довольно сложны, а многие функции невозможно использовать. Простой чертеж является альтернативой промышленным, его можно самостоятельно улучшить и доработать.
Необходимые инструменты и материалы
Чтобы создать комфортные условия для проведения сварочных работ, рекомендуется приобрести набор инструментов с функциями надежного крепления свариваемых деталей и возможностью быстро изменять их пространственное положение. Они должны быть прочными и стойкими к резким переменам температуры.
К таким инструментам можно отнести струбцины и зажимы, при помощи которых заготовки можно крепить к рабочему столу или между собой. Магнитное основание служит для фиксации мелких деталей, которые другими приспособлениями закрепить невозможно.

Определение размеров и заготовка деталей
В качестве примера можно использовать конструкцию, изготовленную из стального уголка и профилированных труб. Естественно, что изготавливать можно с другими размерами, материалами и изменять геометрические формы.
Столешница
Из сплошного полотна столешницу делать не рекомендуется. Поверхность лучше сварить из профильной трубы с размерами по периметру 60 × 40 × 2 мм. Внутренняя решетка варится из профиля, имеющего сечение 30 × 30 × 1,2 мм.
С помощью болгарки нарезаются заготовки труб.

Зачищаются торцы.

В первую очередь монтируется наружная рама. Внутренний профиль вырезается по проему рамы и вставляется в ее середину на расстоянии около 40 мм, после сварные швы зачищаются при помощи болгарки.






Ножки
Четыре ножки вырезаются из трубы диаметром 50 мм. Их длина составляет около 760 мм.

Вырезанные стойки свариваются по углам крышки.

При приваривании ножек к крышке важно не допускать их перекоса. Они должны монтироваться с рамой четко под углом 90 градусов
Для обеспечения такого ровного угла, необходимо использовать угольник и рулетку.

Дополнительный пояс жесткости каркаса
После приваривания ножек к столешнице для увеличения жесткости конструкции дополнительно делается обвязка. Для этого на высоте 200−300 миллиметров ножки свариваются при помощи уголка сечением 40 × 40 миллиметров.

Уголок приваривается плоской стороной вниз. В середину уголка можно уложить полку из толстой фанеры или ДСП для хранения сварочного аппарата и инструмента.

Изготовление и монтаж ручки для переноса
Для удобства перестановки на другое место столик можно снабдить ручками. Они изготавливаются из круглого прута диаметром 14 миллиметров, имеют форму «П» и привариваются с двух сторон столешницы.

Колеса для передвижения
Стол желательно снабдить колесиками для удобства перемещения. Если изделие будет стационарным, то средства передвижения лучше не использовать, потому что при работе конструкция будет неустойчива. Придется снабжать колеса тормозами.

Ниша под инструменты
Инструменты хранятся в специальном ящике, который может быть выполнен из листового металла или ДСП. Лучше всего изготовить отдельную тумбочку с несколькими полками, на которых и размещается инструмент.

Защитный кожух
Защитный кожух предназначен для того, чтобы не допустить брызг металла, разлетающихся при сварке. Каркас делается из уголка, а короб — из тонкого металла. Он крепится к верхней плоскости штифтами. При работе с деталями, которые выступают за габариты стола, защитный кожух снимают.

Снизу можно приварить ванночку с невысокими бортиками для окалины. Ее устанавливают с наклоном, чтобы окалина постепенно собиралась к нижнему краю.

Посмотрите видео, где показан процесс изготовления полупрофессионального сварочного стола.



