
Паяльник для пайки алюминия
Пайка алюминия при помощи паяльника должна учитывать площадь спаиваемых деталей. Алюминий, как и медь является хорошим проводником тепла, а значит тепла от паяльника должно поступать больше, чем рассеивают его спаиваемые детали.

Примерный расчет такой — 1000 кв. см. алюминия эффективно могут рассеять около 50 Вт тепловой мощности. Получается, чтобы спаять две детали с общей площадью 1000 кв. см, нужно взять , как минимум. Тогда пайка алюминия будет достаточно быстрая, чтобы не превратиться в пытку.
Можно паять и маломощным паяльником. Например, когда я паял радиатор своего Кузнечика паяльником 60 Вт, то мне помогла термовоздушная паяльная станция, которая выполняла роль подогрева.

лучше брать с площадью побольше. Встречал упоминания зазубренных жал. Это чтобы легче было снимать оксидную пленку под слоем масла. Такое жало применять удобно — не нужно стружку пилить.

Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Подготовка к работе
Определение сплава изделия
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
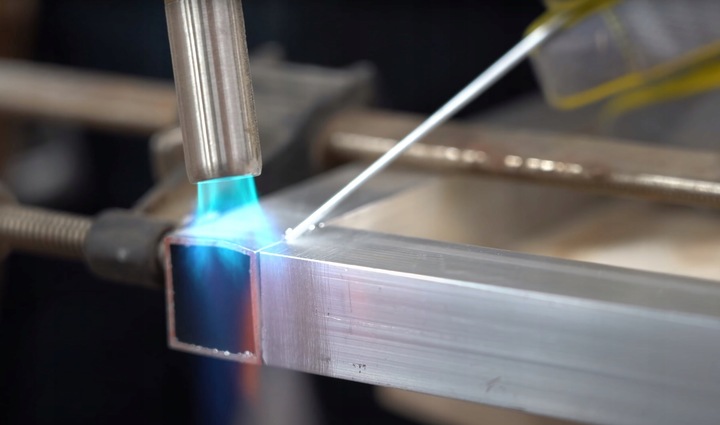
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
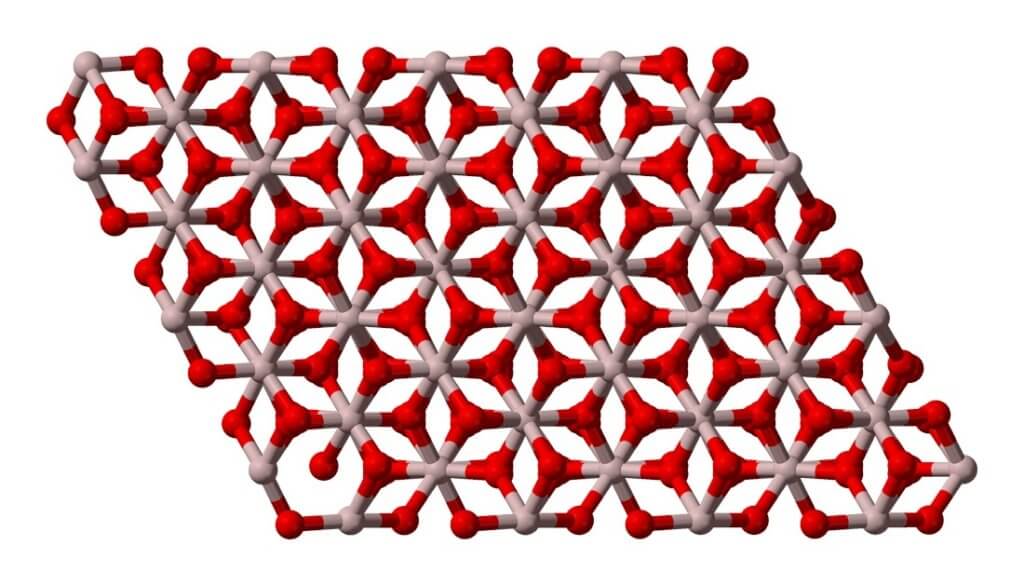
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Что использовать?
Выбор флюса для алюминия зависит от целого ряда немаловажных факторов. В частности, наибольшей популярностью пользуется так называемый бинарный флюс, представляющий собор раствор концентрированной фосфорной кислоты.
У него есть большое количество положительных моментов:
- Этот состав является безотмывочным, то есть он не будет нуждаться в дополнительной промывке после завершения паяльных работ.
- Он очень быстро действует, поэтому приступать к пайке можно практически сразу же после его нанесения на поверхность провода.
- Вещество универсальное, поэтому является подходящим для ряда других металлов, в частности, стали или меди.
Чтобы пайка алюминия получилась как можно лучше, нужно использовать припои, где содержится алюминий, серебро, кремний, цинк и медь. В продаже можно найти расходные материалы, где содержатся все эти материалы.
Выбирая припой, принимают во внимание, что соединение будет иметь наивысшую способность к сопротивлению коррозионным процессам, если в припое содержалось большое количество цинка. Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов
Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии
Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов. Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии.
Для пайки алюминия следует приобретать только высокотемпературные припои, без которых добиться качественного соединения проводов будет довольно проблематично.
Помимо припоя и флюса, понадобится паяльник. Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать. Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Им на смену приходят так называемые паяльные станции. Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
Специальные припои
 Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
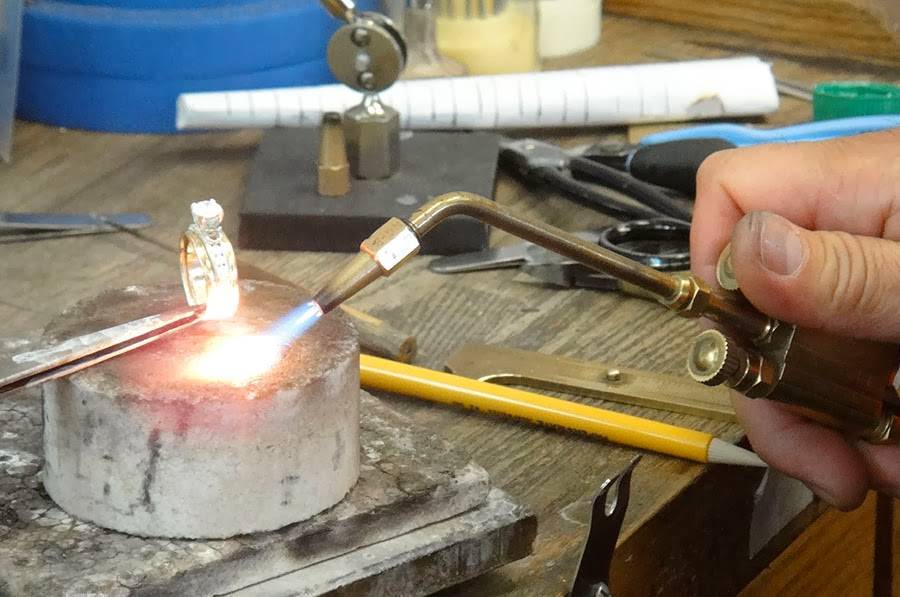
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.





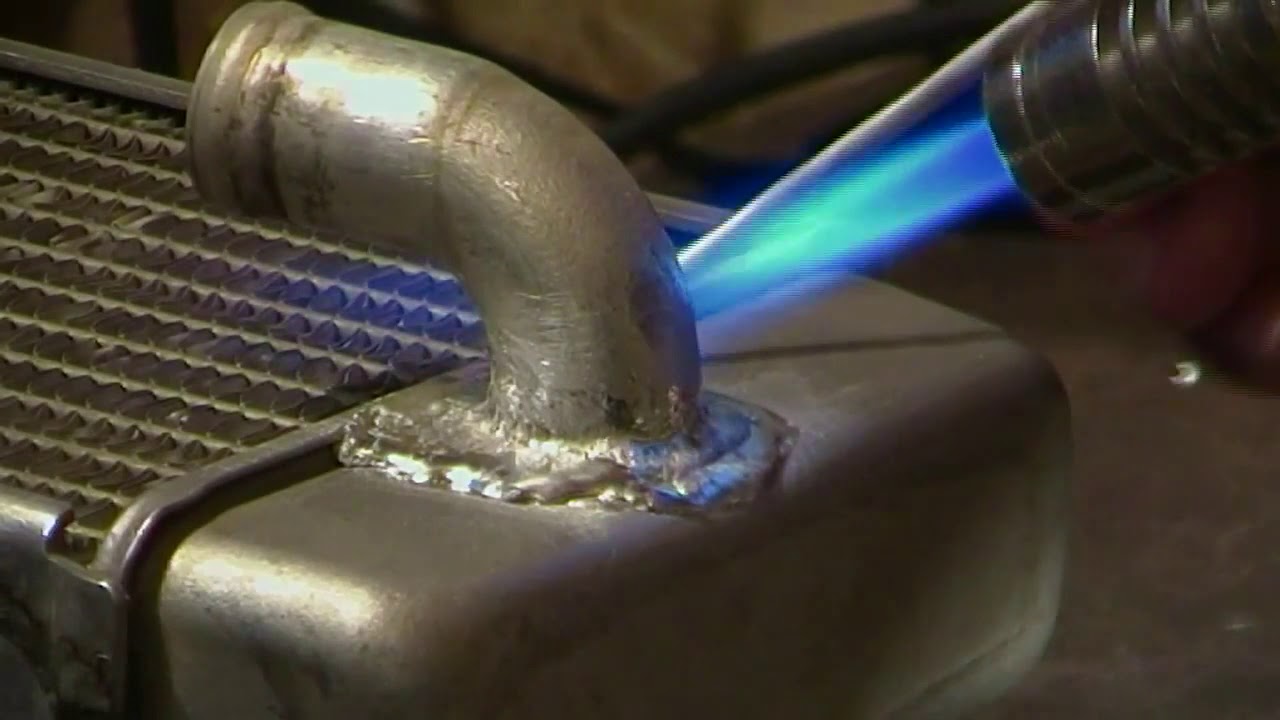
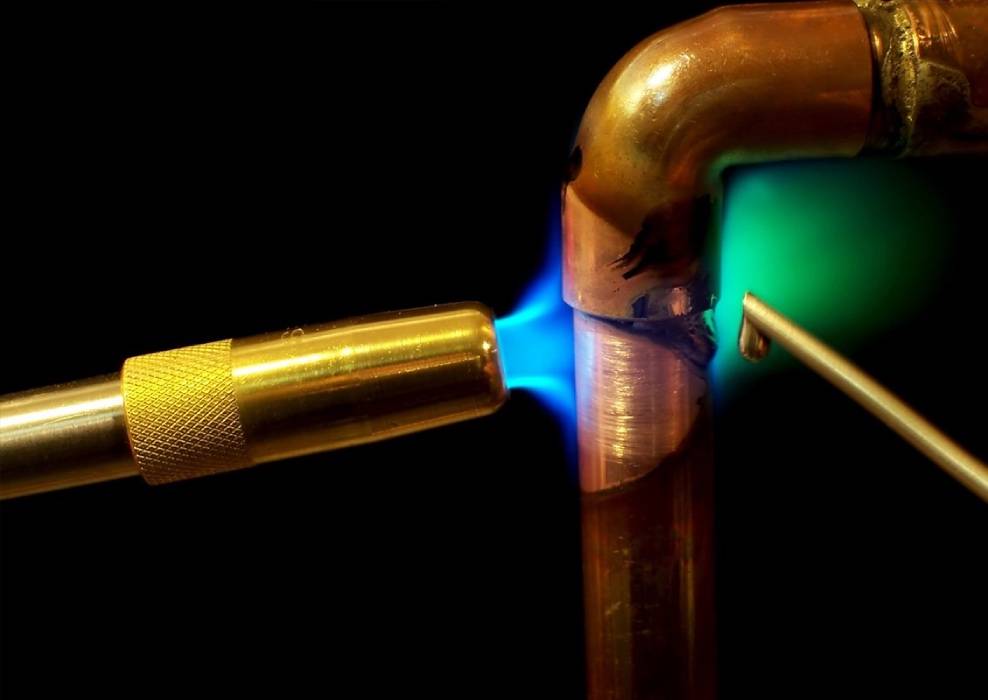

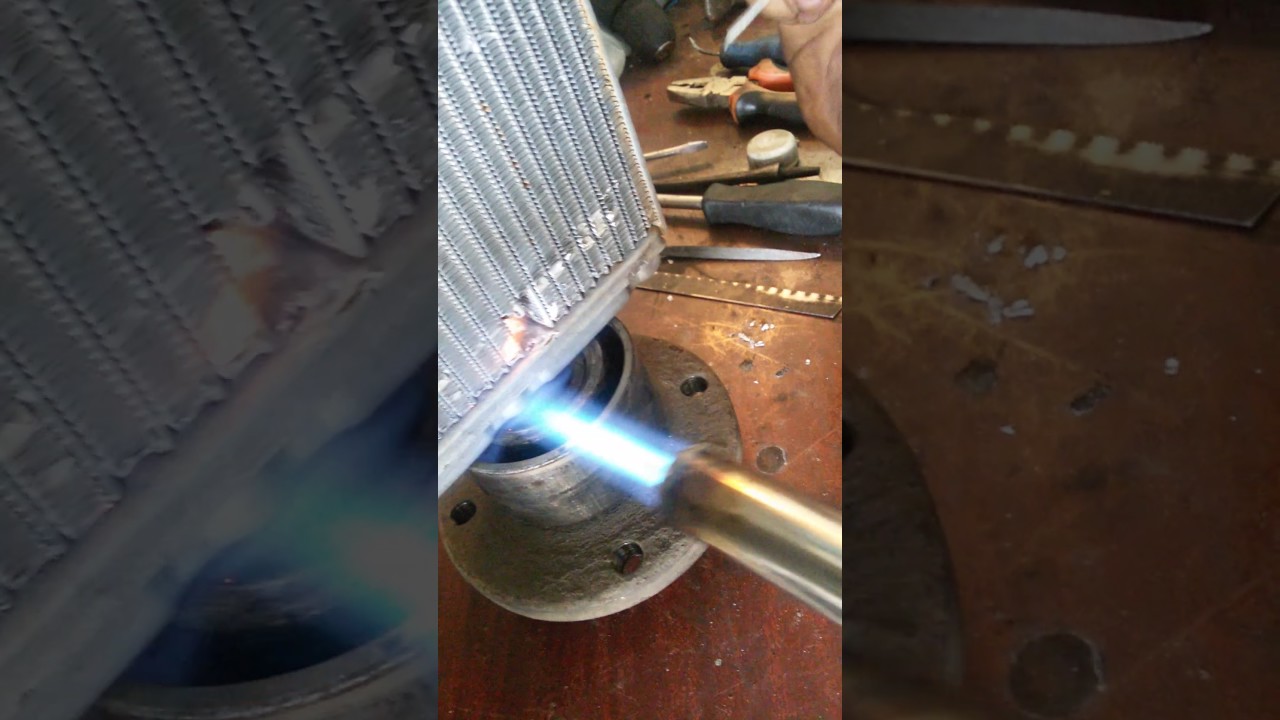
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.
Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Подготовка к работе
Определение сплава изделия
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Технология процесса во время выполнения работ
При спаивании алюминия на поверхностях деталей образуется оксидная плёнка. Если выполнять пайку, не удалив предварительно оксидную плёнку, шов не будет иметь необходимую прочность. Плёнка образуется на поверхности металла очень быстро, поэтому от неё не удастся избавиться путём механической очистки заготовки.
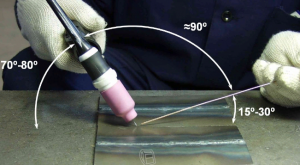 Угол наклона горелки во время пайки алюминия
Угол наклона горелки во время пайки алюминия
Для удаления оксидной плёнки применяются специализированные флюсы. Они блокируют доступ кислорода к месту пайки. Флюсы, применяемые при пайке алюминия, способствуют быстрому расплавлению присадочной проволоки и лучшему её сцеплению с деталями. Существует возможность подготовить металл к спаиванию при помощи химических веществ. В таком случае предварительно изготавливают раствор и наносят его на заготовки.
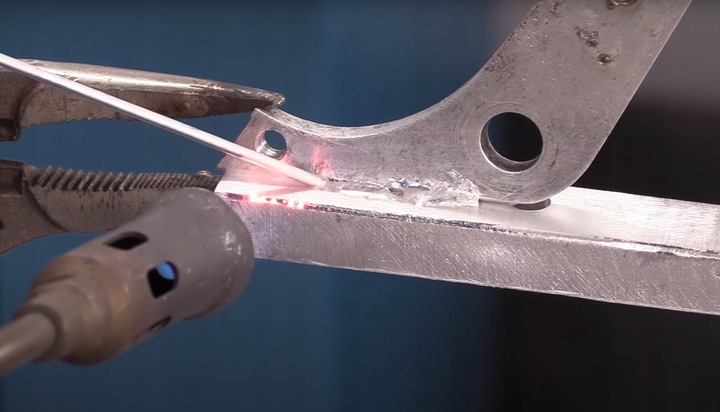
После механической очистки и химической обработки алюминия заготовки нагреваются до высокой температуры. Степень нагрева регулируется интенсивностью пламени. На разогретое место соединения подаётся присадочная проволока. Её температура ниже, чем у спаиваемого металла. Припой расплавляется, и заполняет все неровности и микропоры, находящиеся на поверхности. По мере остывания припой отвердевает, создавая при этом прочный шов.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Ошибка №4 Применение паяльника не по назначению.
Запомните,
паяльник предназначен для пайки жил эл.проводки, светодиодной ленты,
компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать
изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.
Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.
Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.”
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Рисунок 4. Облуживание жала паяльника
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
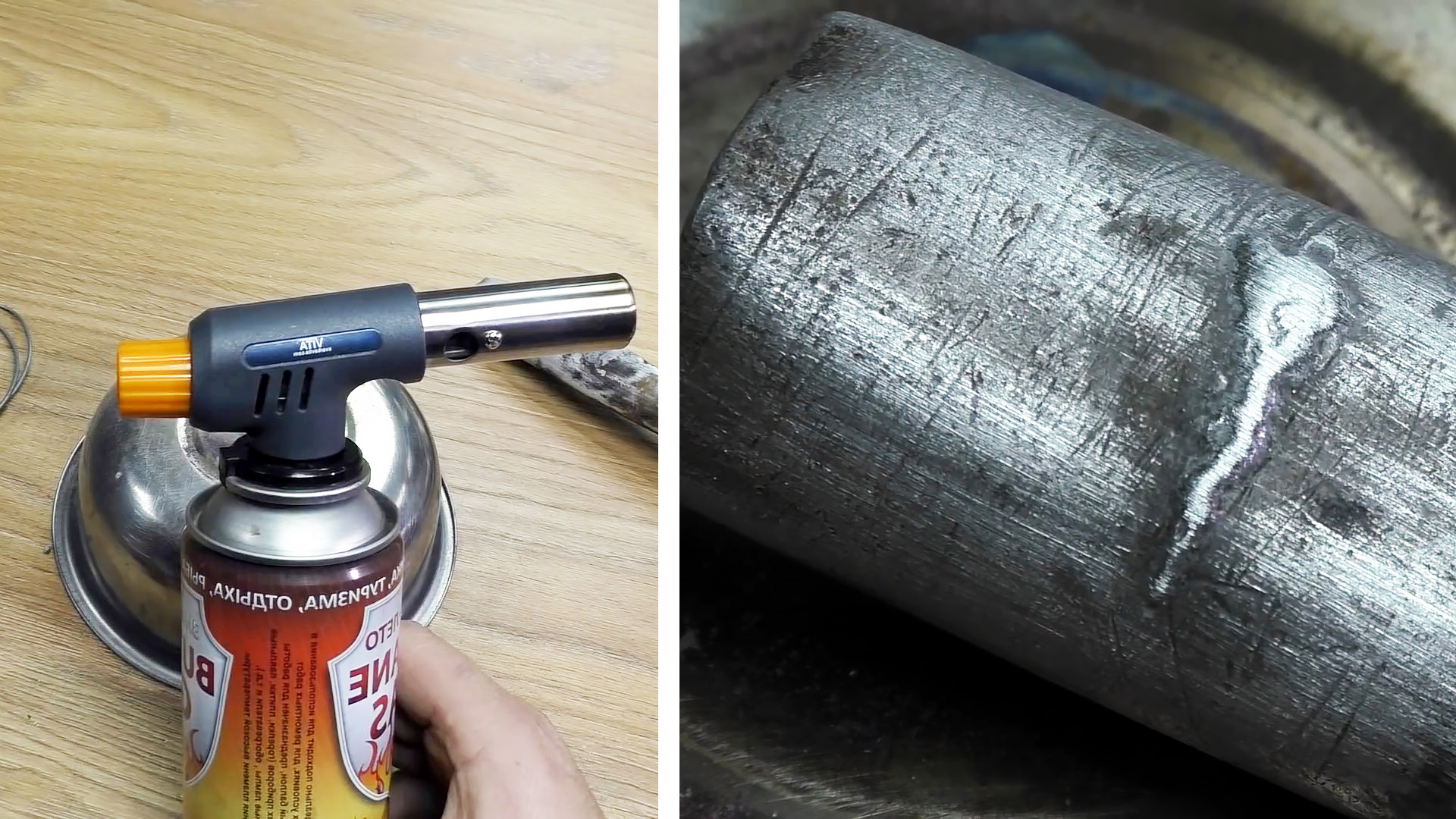
Понадобится
- Порошковая проволока для пайки алюминия.
- Газовая горелка.
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? — порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс — ссылка на припой.Стоит недорого, советую брать сразу упаковку — в жизни точно пригодится.










Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться. Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Плюсы и минусы пайки
Спаивание алюминия при помощи газовой горелки имеет ряд достоинств. К ним относятся:
- Качество работ. Использование горелки даёт возможность получить качественный шов, соединяющий между собой металлические детали.
- Простота в использовании. Осуществлять прогрев поверхностей газовой горелкой сможет даже человек, не имеющий определённого опыта.
- Универсальность. Возможность регулировки интенсивности пламени исключает необходимость использовать одновременно несколько паяльников.
- Мобильность. В отличие от пайки алюминия электрическим паяльником, нет необходимости подключать оборудование к сети питания.
- Равномерный прогрев. Можно осуществлять прогрев поверхностей заготовок одновременно с флюсом и припоем.
- Экономия времени на подготовку оборудования. Пайку алюминия можно выполнять сразу после подключения приспособления к газовому баллону.
Строение атмосферной газовой горелки При всех этих достоинствах такой метод спайки алюминия имеет и определённые недостатки:
- Высокая стоимость. Для пайки алюминия газовой горелкой применяется дорогостоящее оборудование.
- Риск возникновения пожара. Открытое пламя, при нарушении техники безопасности во время работы, может привести к возгоранию.
- Низкая скорость выполнения работ (по сравнению со сваркой алюминия).
- Необходимость в индивидуальных средствах защиты.
- Высокая взрывоопасность. Утечка газа может привести к взрыву.
Что делать с привычкой переживать, как исправить собственное мышление и восприятие?
Научиться управлять своими эмоциями, и речь совсем не идет о контроле и подавлении. Управление, это выбор, к тому же сознательный, а не автоматический, как сейчас.
Сейчас как… событие произошло и внутри вас сработала автоматическая программа эмоционального реагирования на ситуацию.
Мозг, ленив, и ему совсем не хочется каждый раз, разрабатывать новую модель поведения, если, когда-то в прошлом, была апробированная модель поведения, и не столь важно насколько она была эффективна, мозг будет ее использовать вновь и вновь. Если вы находитесь в осознанном состоянии, то значит, вы находитесь в позиции взрослого человека
А как мы говорили выше, что позиция взрослого, автоматически убирает сопротивление, и переводит ситуацию с состояние принятия
Если вы находитесь в осознанном состоянии, то значит, вы находитесь в позиции взрослого человека. А как мы говорили выше, что позиция взрослого, автоматически убирает сопротивление, и переводит ситуацию с состояние принятия.
На этом я заканчиваю, и надеюсь, что смогла вам донести информацию о том, как принять ситуацию, которую не можешь изменить.
Конечно, следующим шагом, будет отпускание ситуации, потому что, если вы ее приняли, то надо оставить и идти дальше. О том, как отпускать ситуации, читайте в статье «3 техники: как отпустить ситуацию и не переживать».
Как я уже писала выше, принять ситуацию мешают взгляды на жизнь, ценности и убеждения. В этой статье, я дала вам много информации, которая, реально работает, но…
самостоятельная работа, не всегда эффективна, потому что, вы считаете свои убеждения верными и правильными. я вам предлагаю свою помощь на тренинге «Как правильно простить, чтобы не остаться в дураках»
Этот тренинг не совсем про обиды и прощение, основная мысль — изменить свои убеждения, чтобы вам жилось более комфортно.
Программа тренинга — жми!
Будьте любимы и счастливы!

 Автор статьи — Наталия Гнездилова, семейный психолог стаж работы 15 лет.
Автор статьи — Наталия Гнездилова, семейный психолог стаж работы 15 лет.
Помогаю женщинам 35+ вернуть любовь, уважение и доверие в отношения с мужчиной. Консультирую онлайн в любом из мессенджеров – скайп, ватсап, вайбер.
Подписывайтесь: канал Ютуб, группа в ВК
Мотивирующие цитаты для достижения цели
11. Самосовершенствование
Неважно, как медленно вы идете, пока вы не останавливаетесь. | Конфуций. Неважно кто вы, неважно что вы делали, неважно откуда вы, вы всегда можете измениться, стать лучшей версией себя
| Мадонна
Неважно кто вы, неважно что вы делали, неважно откуда вы, вы всегда можете измениться, стать лучшей версией себя. | Мадонна. Когда мы стремимся стать лучше, чем мы есть, все вокруг нас тоже становится лучше
| Пауло Коэльо
Когда мы стремимся стать лучше, чем мы есть, все вокруг нас тоже становится лучше. | Пауло Коэльо
Некоторые люди говорят, что вы идете неправильным путем, когда это просто ваш путь. | Анджелина Джоли
Сначала мы создаем привычки, потом привычки создают нас. | Джон Драйден
12. Решимость
Неудача никогда не возьмет надо мной вверх, если моя решимость преуспеть достаточно сильная. | Ог Мандино
Клятва — это фиксированная и неизменная решимость сделать что-то, когда такая решимость связана с чем-то благородным, что может только воодушевить человека, принявшего решение. | Махатма Ганди
Верьте в себя, и вас уже будет не остановить. | Неизвестный
13. Мастерство
Мастерство — это не навык, это отношение. | Ральф Марстон
Мы — то, что постоянно делаем. Следовательно, мастерство — это не действие, а привычка. | Аристотель







Мастерство — это непрерывный процесс, а не случайность. | Абдул Калам
14. Сосредоточенность
Именно в темные времена мы должны сосредоточиться, чтобы увидеть свет. | Аристотель
Не зацикливайтесь на прошлом, не мечтайте о будущем, сосредоточьтесь на настоящем моменте. | Будда
Ваша судьба — воплотить те дела, на которых вы сосредоточены пристальнее всего. Так что сосредоточьтесь на том, что действительно великолепно, красиво, поднимает настроение и радует. Ваша жизнь всегда к чему-то движется. | Ральф Марстон
15. Честность
Честность — первая глава в книге мудрости. | Томас Джефферсон
Честность не принесет вам много друзей, но вы всегда приобретете настоящих. | Джон Леннон
Честность и открытость делает вас уязвимыми. Будьте честными и открытыми в любом случае. | Мать Тереза
16. Надежда
Надежда — это способность видеть свет, несмотря на всю темноту. | Десмонд Туту
Мы должны принять конечное разочарование, но никогда не терять бесконечной надежды. | Мартин Лютер Кинг
Как кислород для легких, надежда — смысл жизни. | Эмиль Бруннер
Пока есть жизнь, есть надежда. | Цицерон
17. Терпение
Примите ритм природы, ее секрет — терпение. | Ральф Уолдо Эмерсон
Два самых сильных воина — терпение и время. | Лев Толстой
Имейте терпение. Все является трудным, прежде чем станет легким. | Саади
Все приходит вовремя к тому, кто умеет ждать. | Франсуа Рабле
18. Улучшение
То, что вы делаете сегодня, может улучшить все ваши завтра. | Ральф Марстон
Нет ничего благородного в том, чтобы быть превосходнее своего ближнего. Истинное благородство в том, чтобы быть выше своего прежнего «Я». | Эрнест Хемингуэй
Станьте зависимыми от постоянного и нескончаемого самосовершенствования. | Энтони Дж. Д’Анджело
19. Возможности
Неудача — это просто возможность начать сначала, в этот раз более разумно. | Генри Форд
Во всех своих мыслях замените слово “проблема” на слово “возможность”. | Мэттью Кейт Гроувс
Если возможность не стучится, постройте дверь. | Милтон Берл
20. Настойчивость
Настойчивость — это тяжелая работа, которую вы делаете после того, как устали делать тяжелую работу, которую уже сделали. | Ньют Гингрич
Настойчивость — это упасть 19 раз и добиться успеха на 20-й раз. | Джули Эндрюс
Успех — это умение двигаться от неудачи к неудаче, не теряя энтузиазма. | Уинстон Черчилль



