
Чем нарезается внутренняя резьба – общая информация
Приспособление называется метчик. Он может быть двух разновидностей – ручным и машинным, в соответствии со способами нанесения борозд. Материал, который подвергается обработке, – это металл, но не только он. Также есть облегченные модели, они создают нарезку в пластике или дереве. Последний вариант нельзя назвать самым распространенным.
На заводах применяется механизированная техника – металлические сверла делают сквозные отверстия (или несквозную полость), после лезвия наносят несколько витков с заранее определенным шагом. Достоинство такой обработки – высокая точность. Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Но в домашних условиях и на мелких производствах чаще применяют более простую, но менее точную процедуру – нарезание внутренней резьбы метчиком вручную. Работу можно проводить на месте, для этого нужно купить само приспособление и сверло, чтобы сделать предварительное отверстие.
Инструмент напоминает по форме елочку из-за того, что рабочая поверхность – ребристое лезвие. Конструктивно изделие представляет собой довольно сложную конфигурацию из инструментальной стали. Такой материал используется из-за его прочности и возможности обрабатывать большинство сплавов, даже чугун. Не очень хорошо получается работать только с каленым металлом – он имеет внутренние напряжения, поэтому считается хрупким и может крошиться в процессе нарезки.
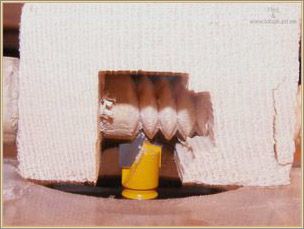
Насадка для прогрева прикипевших гаек
Следующая самоделка пригодиться сантехникам и автомеханикам для разогрева прикипевших резьбовых соединений. Она делается на базе тигеля для пайки скруток. Только вместо кабельного наконечника в ней на шпильку устанавливается экран, выгнутый из монтажного перфорированного уголка.
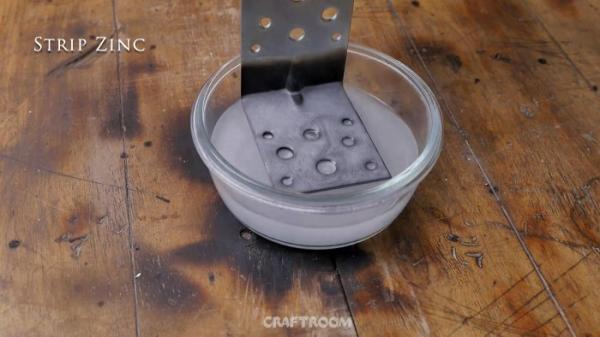
В этом случае огонь будет попадать на антикоррозийное покрытие уголка и шпильки, поэтому его желательно удалить, так как испарения цинка вредны для здоровья. Эти детали нужно подержать пару часов в водном растворе лимонной кислоты, чтобы она растворила покрытие.


Теперь все легко можно открутить и разобрать соединение.

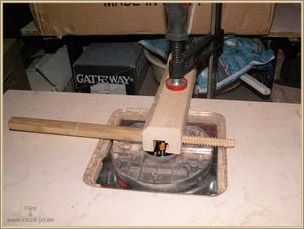
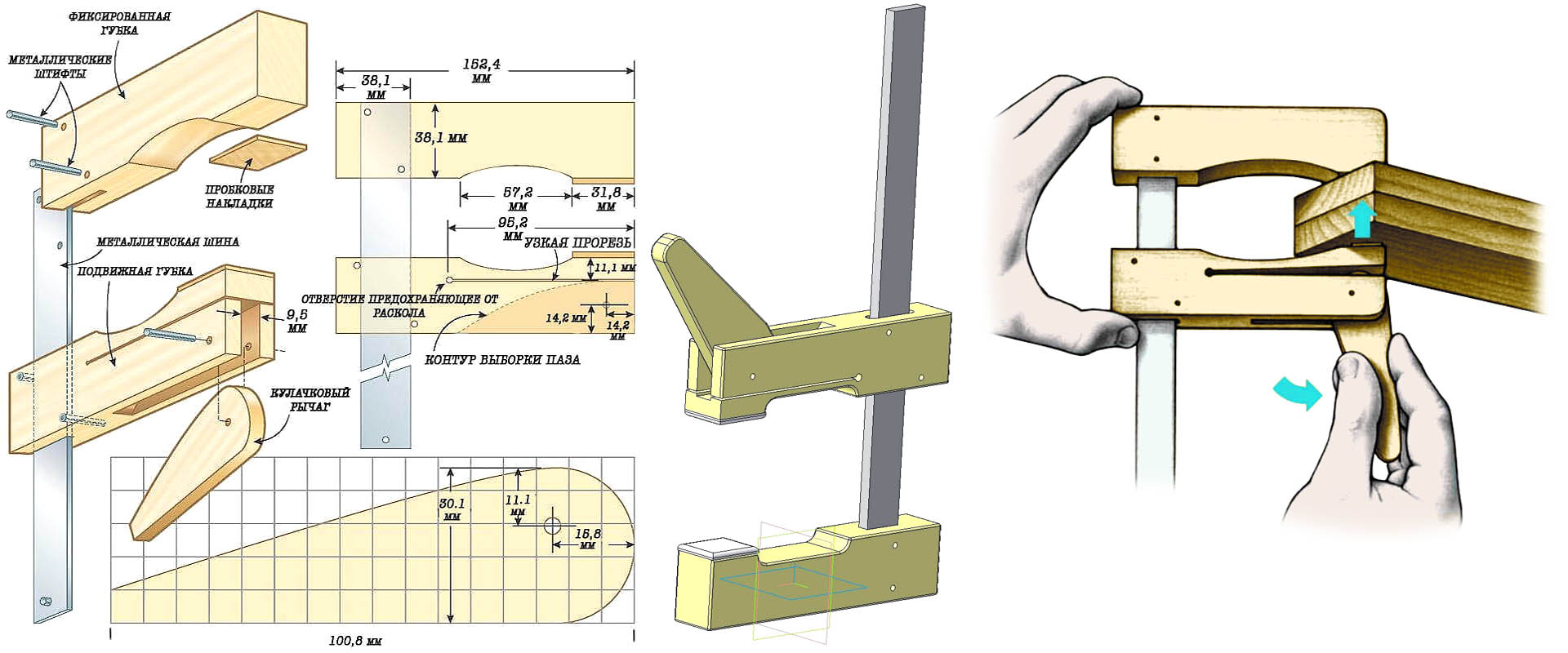
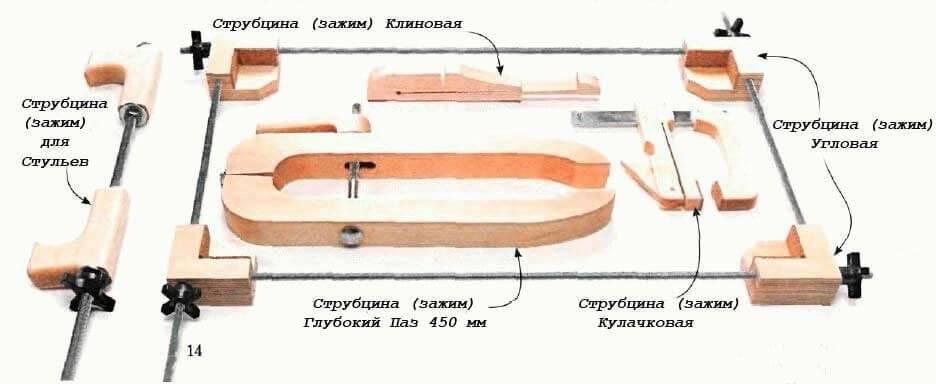
Кулачковые быстрые струбцины
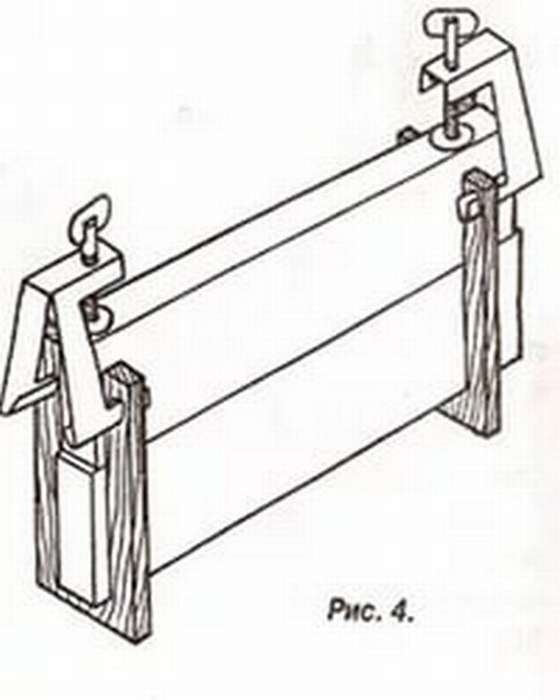
Зачастую деталь или заготовку в струбцине необходимо зафиксировать быстро, причем сделать зажим без лишних движений. Например, при сушке или окрашивании партии панелей или рамок. Для этих целей лучше всего сделать специализированное приспособление с кулачковыми зажимами, фото.
Отличие данного приспособления заключается в том, что вместо традиционного ходового винта на вертикальных губках зажима устанавливают эксцентрики из фанеры.
Для этого на деревянных стойках предварительно необходимо сделать пропил по толщине эксцентрика.
Далее ставят эксцентрики, засверливают оси, выравнивают, для того чтобы можно было зажим поджимать пальцем, и собирают приспособление.
Как нарезать резьбу на деревянном стержне
Участников: 0Гостей: 45
далее.
|
|
|
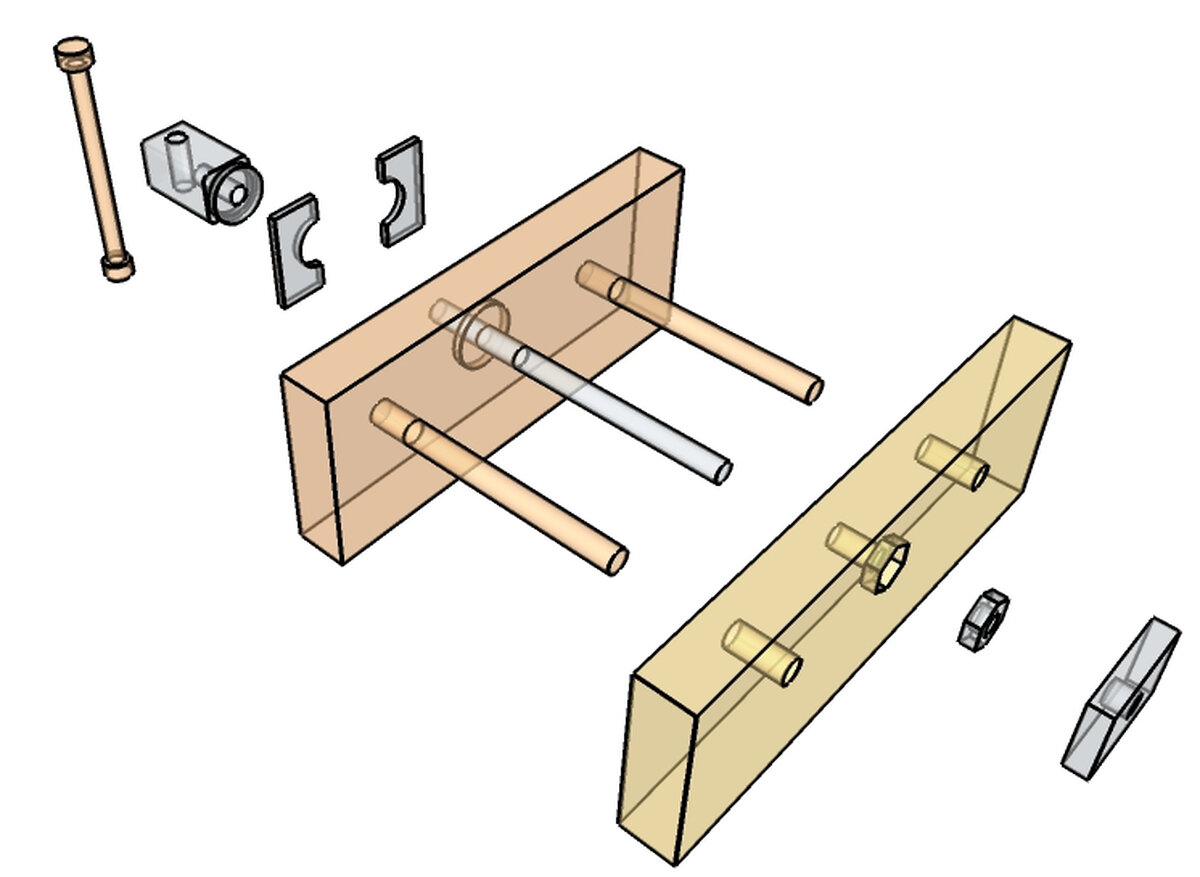
Рамка на «шпильках»
Для начала просто полюбуйтесь .
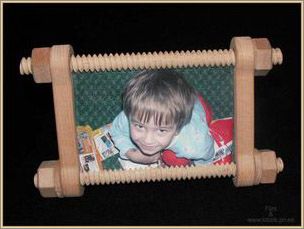

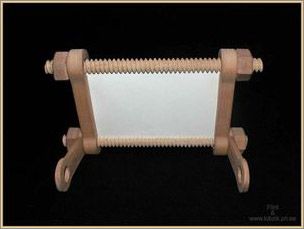

Теперь немного об устройстве рамки .


Ну, а теперь о процессе изготовления .
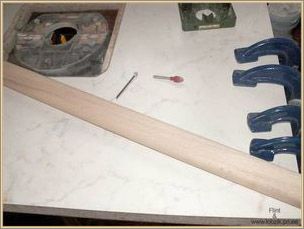
Первым делом надо было найти сухую древесину для изготовления рамки. В нашем городе её днём с огнём не найдешь. Поход по магазинам дал вот такие результаты:

. и буковые штанги для шкафов:
Затем я придумал и сделал приспособление для изготовления кругопалочников нужного мне диаметра, чтобы в дальнейшем нарезать на них резьбу. Получилось вот такое приспособление. С одной стороны подаётся вращающаяся заготовка. Высота вылета фрезы задаёт диаметр результата. Заготовку вращал шуруповёртом.
Когда у меня были готовы деревянные стержни, то я начал думать как на них нарезать резьбу. Попыток было много. Сначала я пытался нарезать резьбу плашкой по металлу, но резьба слишком мелкая и древесину крошило и трескало. Затем я пытался сделать резьбу бормашинкой Skil, результат был лучше, но совсем не тот который я хотел получить. И когда я совсем отчаялся нарезать резьбу мне попалась на глаза струбцина Matrix. Там на зажиме нарезана инструментальная резьба.
Мне было жалко её разбирать, но это того стоило. И я быстренько её разобрал.

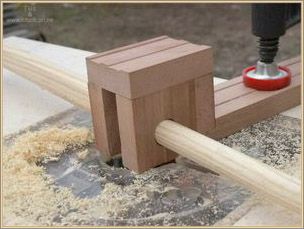
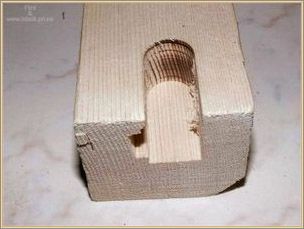
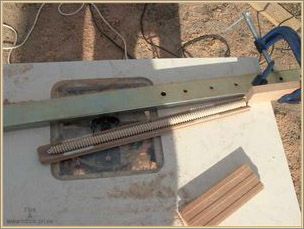
В сосновом бруске я проделал сквозное отверстие внутренним диаметром резьбы. Затем ровно посередине сделал паз. Далее одно отверстие расверлил до диаметра полученных мною стержней. При помощи стержня с инструментальной резьбой от струбцины Matrix я как можно аккуратнее нарезал резьбу во втором отверстии.
Получилось довольно грубо сделаное приспособление, но вполне работоспособное
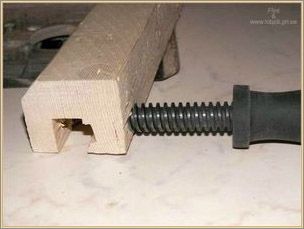
На этом приспособлении самое трудное это начать задавать резьбу. Вращая руками необходимо первое время подавать заготовку. Когда заготовка зайдёт в резьбу, то можно уже просто аккуратно крутить заготовку, а она сама будет по резьбе продвигаться.
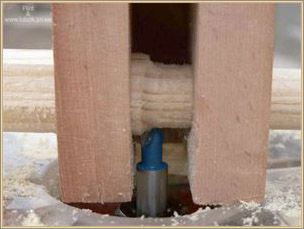
Фреза которой нарезал резьбу.

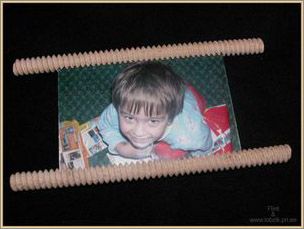
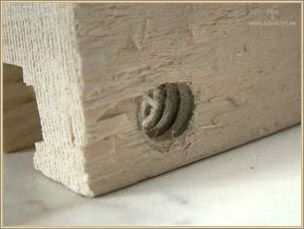
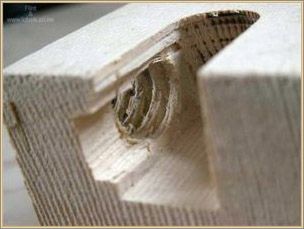
Результат моих стараний. На фото видно, что резьба плохая только в начале, когда стержень ещё не вошёл в отверстие с резьбой.

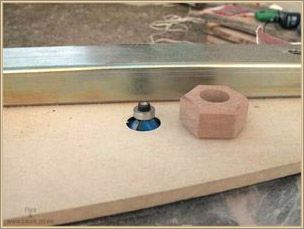
Стержни с резьбой были уже готовы, но надо было сделать в них пазы. И при этом постараться чтобы не было сколов. Для этого я сделал простенькое приспособление. Досточка с проделаным продольным V образным пазом и сквозным пазом для 3мм фрезы. Ограничители на фото, которые закреплены слева и справа струбцинами на фрезерном столе не дают проделать паз шире чем надо. Паз в стержне делался за несколько проходов чтобы не было сколов и обугливания древесины.



Фреза которой делал паз в стержне (диаметр 3мм)
Вот из этого китайского наборчика фрез.

Дальнейшим шагом было изготовление шаблонов из МДФ. Шаблон выпиливал простым лобзиком не электро, я так сильно отвык от ручного, что еле справился с задачей. По этим шаблонам в дальнейшем изготавливались боковины и подставки для рамки.
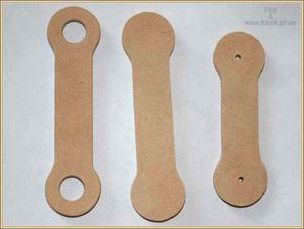
Шаблон при помощи двухстороннего скотча крепился к заготовке, но обязательно надо остатки скотча по контуру срезать. Иначе скотч будет пригорать на фрезе.

Фрезы которые я использовал для изготовлении боковин и подставок по шаблонам.


Затем просверлил отверстия, снял фаски под углом 45 градусов и проделал пазы в боковинах для крепления стекла.Первая сборка рамки.

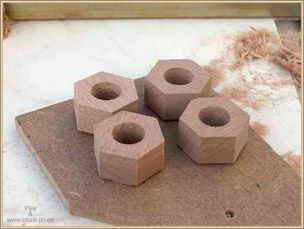
Для изготовления гаек я придумал такое простое приспособление. В заготовках для гаек делаются заранее отверстия маленького диаметра. Затем при помощи шурупа заготовка прикручивается к приспособлению и фрезируется одна сторона. Затем ослабляется шуруп, поворачивается гайка так чтобы её отфрезерованная сторона совпала с одной из начерченных линий на приспособе и затягивается шуруп. Так делаются все грани гайки. Так как у меня отверстие в столе больше чем гайка мне пришлось положить на стол кусок МДФ и тем самым сделать фальш-стол. После этого я аккуратно снял фаски на гайках.


Основная часть позади. Но как сделать внутреннюю резьбу у гайки?? Я долго над этим думал и пришёл к следующему. Я сделал внутренний диаметр гаек на 1мм меньше чем внешний диаметр резьбы на стержнях. Так как бук древесина твердая, то при закручивании таких гаек, стержни сами слегка нарезали резьбу. Резьбовое соединение получилось достаточно прочным. Когда я уже собрал рамку и накрутил гайки то я взял обычный ручной лобзик (не электро) и аккуратно отпилил стержни под нужный размер.
Т-образный держатель метчиков (и не только) с трещоткой
Всем привет. Последнее время часто появляется необходимость нарезать резьбу в чём либо. Всегда это делал шуруповертом. Но вчера понадобилось нарезать резьбу в металле толщиной 5 мм. Шуруповертом не пойдёт, метчик закусит и сломает. Воротка у меня нет.
Пошел в ближайший строй маг, посмотрел там воротки, цены кусаются))). Вспомнил, что на работе как-то работал самодельным воротком из трубки и 2-х гаек. Решил сделать что-то подобное. В том же строй магазине купил длинную гайку М12 и 2 болта М12*70.
В гайке сделал 3 отверстия Ф5 мм для метчика М5, Ф6 мм для метчиков М6 и М8. И Ф7 мм для метчиков М10.
Болты обтачивал на болгарке, зажав их в дрель, токарного станка у меня нет, и я согласен, что работа не ювелирная.
Данный вороток прошел испытания, и мне он нравиться
Спасибо за внимание, может кому пригодиться
Автор; Игорь Сивушенко г.Шымкент, Казахстан
Как своими руками сделать простой вороток для метчиков
Рассматриваемый самодельный держатель метчиков прост в изготовлении, и материалы для него найти легко. Если подходящих метизов не окажется в гараже, их можно купить за незначительную сумму. Процесс изготовления своими руками займет примерно полчаса, а результатом будет добротный вороток для метчиков.
Самодельный метчикодержатель — фото.
Что вам потребуется
Основой для самодельного приспособления послужит длинная гайка-муфта, а в качестве рукояток понадобятся болты или шпильки.
Вороток изготавливается под несколько типовых размеров метчиков, при этом хвостовик наиболее крупного не должен превышать диаметр используемых болтов.
Здесь важно соблюдать пропорциональность: не стоит подбирать крупную гайку для самых мелких метчиков, лучше сделать два держателя – большой и малый. Гайка-муфта и 2 болта для воротка. Гайка-муфта и 2 болта для воротка
Гайка-муфта и 2 болта для воротка.
| Размер метчика | Диаметр хвостовика, мм |
| М3, М4 | 4 |
| М5 | 5 |
| М6 | 6,3 |
| М8 | 8 |
| М10, М12 | 10 |
| М14 | 11,2 |
| М16 | 12,5 |
| М18 | 14 |
Список необходимого инструмента:
- Дрель.
- Сверла по металлу.
- Молоток.
- Кернер.
- Штангенциркуль.
- Напильник.
- Тиски.
Инструмент для изготовления самодельного воротка.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Читать также: Маска сварщика хамелеон описание
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Как сделать вороток своими руками
Определившись с типоразмерами метчиков, замерьте штангенциркулем их хвостовики.
Подберите три подходящих сверла (или четыре, как захотите).
Разметьте на длинной гайке центры сверления и сделайте кернером углубления. Зажав заготовку в тисках, выполните сначала все отверстия сверлом наименьшего диаметра.
Затем расширьте соответствующие отверстия до требуемого размера.
Прогоните внутреннюю резьбу подходящим метчиком, используя для вращения гаечный ключ, если у вас нет другого воротка.
Заготовка для воротка.
Закрутите болты с обеих сторон – самодельный держатель готов.
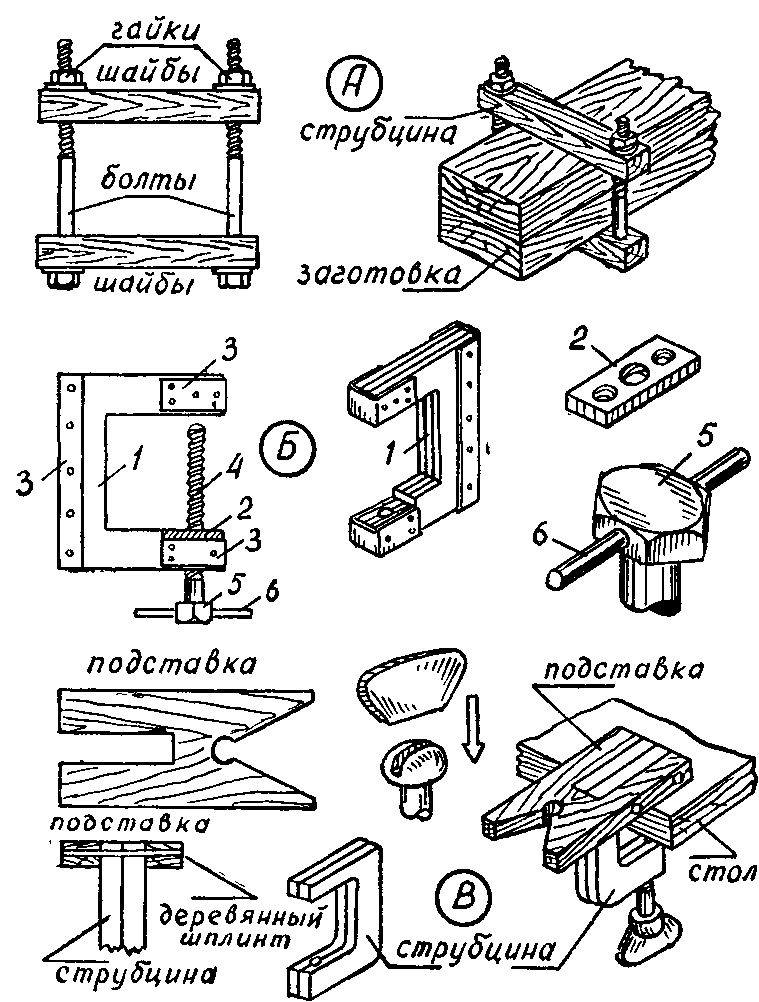
Изготовление слесарной струбцины
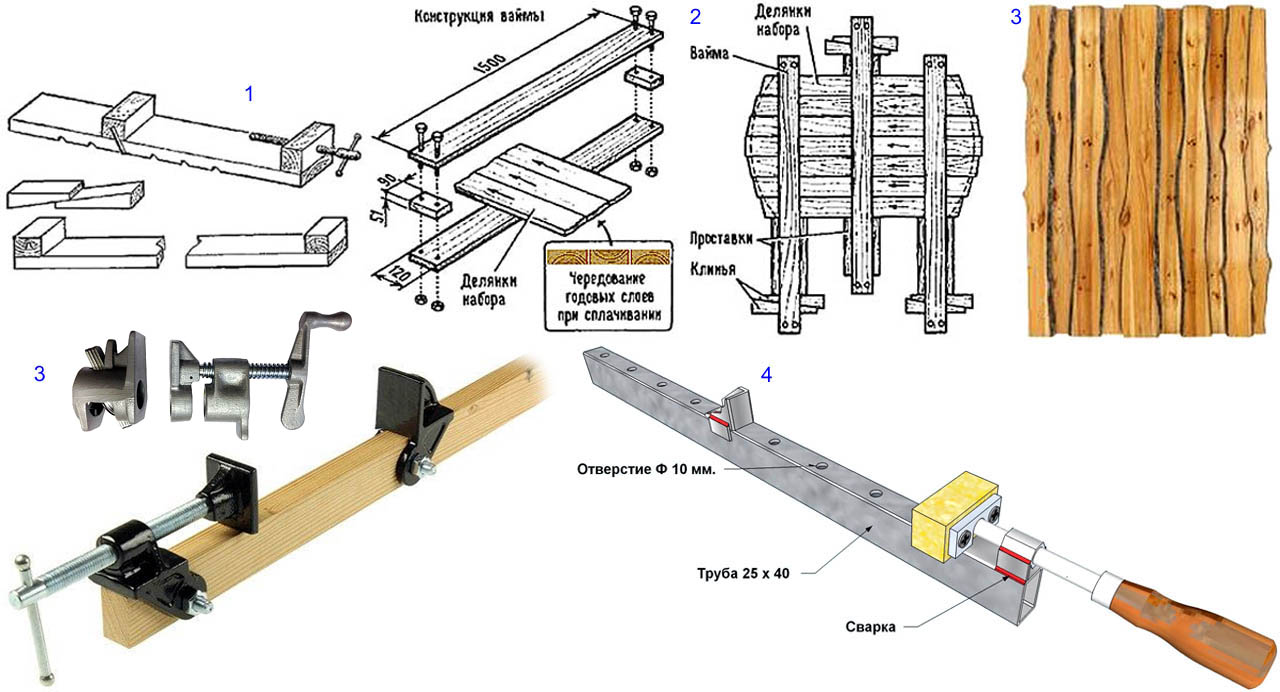
Слесарные работы в необорудованном помещении всегда имеют одну постоянную проблему, с которой приходится сталкиваться слесарям, это крепление заготовок. Нельзя исключить перемещение по столу заготовки, если стол не оборудован крепежными средствами. Одним из таких доступных и весьма простых средств является слесарная струбцина, изготовленная своими руками.
Для того чтобы изготовить струбцину своими руками, необходимо обладать минимальными навыками в слесарной работе. Для ее изготовления используется дерево, шпильки, металлопрокат, трубы, брус деревянный. Также не помешает наличие сварочного аппарата. Самое главное при проведении любых работ нужно следовать инструкции и соблюдать технику безопасности.
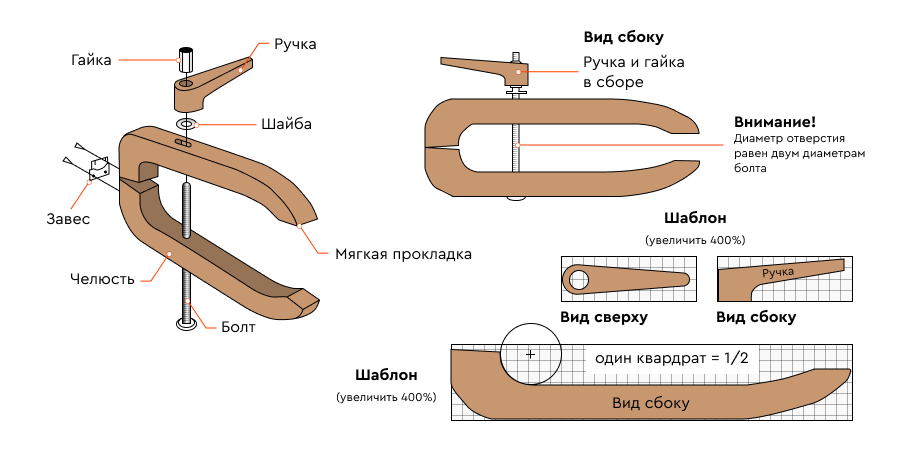
Рассмотрим вариант изготовления струбцины из дерева. Размер можно подобрать самостоятельно, какой больше всего подходит по типу работ. В конечном итоге должна получиться струбцина винтового типа.
- Перенести шаблоны деревянных заготовок на лист картона. Размеры подбираются самостоятельно.
- Далее перенести шаблоны заготовок на деревянную доску. Для этих целей прекрасно подходит сорт твердой древесины.
- Ножовкой или лобзиком вырезается деталь. Напильником и шлифовальной бумагой обрабатывается контур детали.
- В центре заготовки отметить место для отверстия. Через него будет проходить ось болта. Отверстие в верхней части фиксирующей челюсти расширяется круглым напильником по размерам в 1,5 или 2,5 раза шире размера самого болта.
- В рукоятке сверится отверстие под гайку. Диаметр должен соответствовать номеру гаечного ключа. Рашпилем или напильником придаем отверстию форму шестигранника. Садим гайку в отверстие на эпоксидную смолу и как вариант любой другой твердый клеевой состав.
- Струбцина собирается, болт крепится клеем в нижней части фиксирующей челюсти. Сзади крепятся петли для раскрывания крепежных челюстей. Надеть верхнюю челюсть на болт и закрутить ручкой.
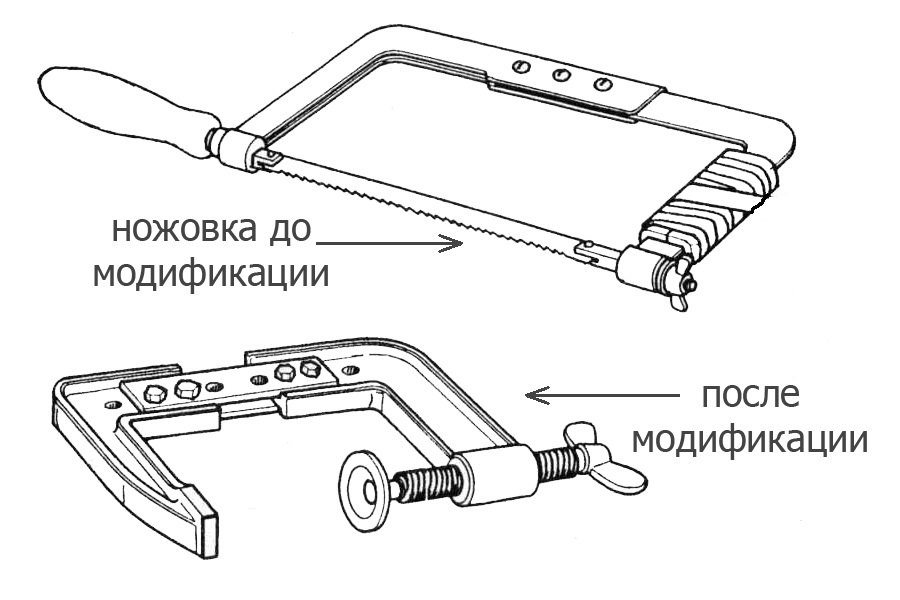
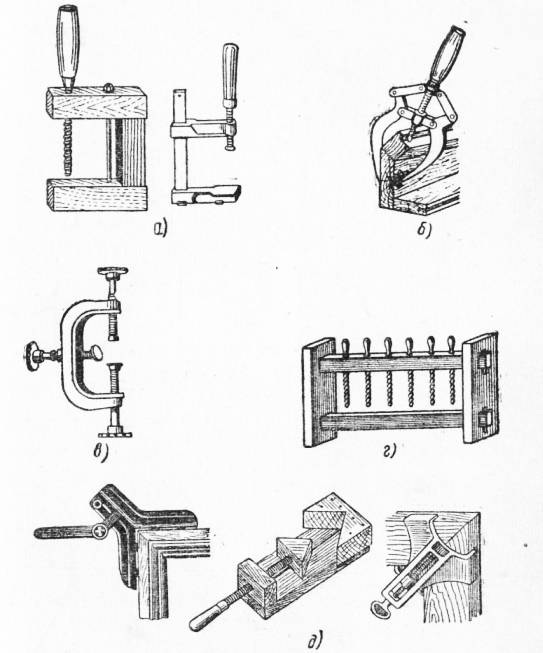
Примеры самодельных струбцин
На самом деле для производства зажимов в домашних условиях существует большое количество примеров. Для этих целей, например, возможно переделать металлообрабатывающие ножовки.
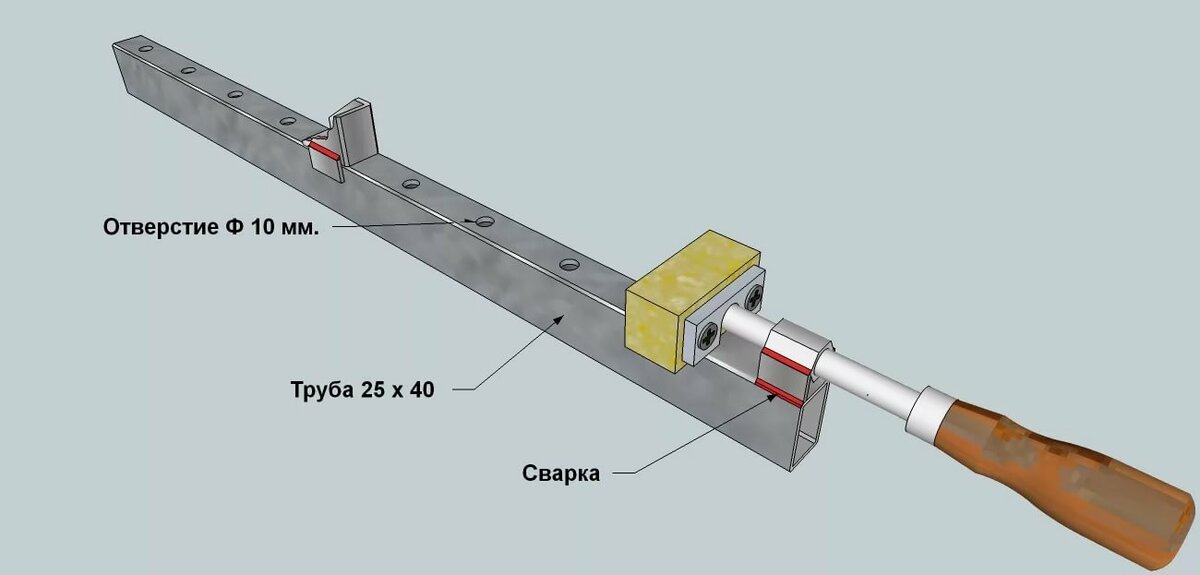
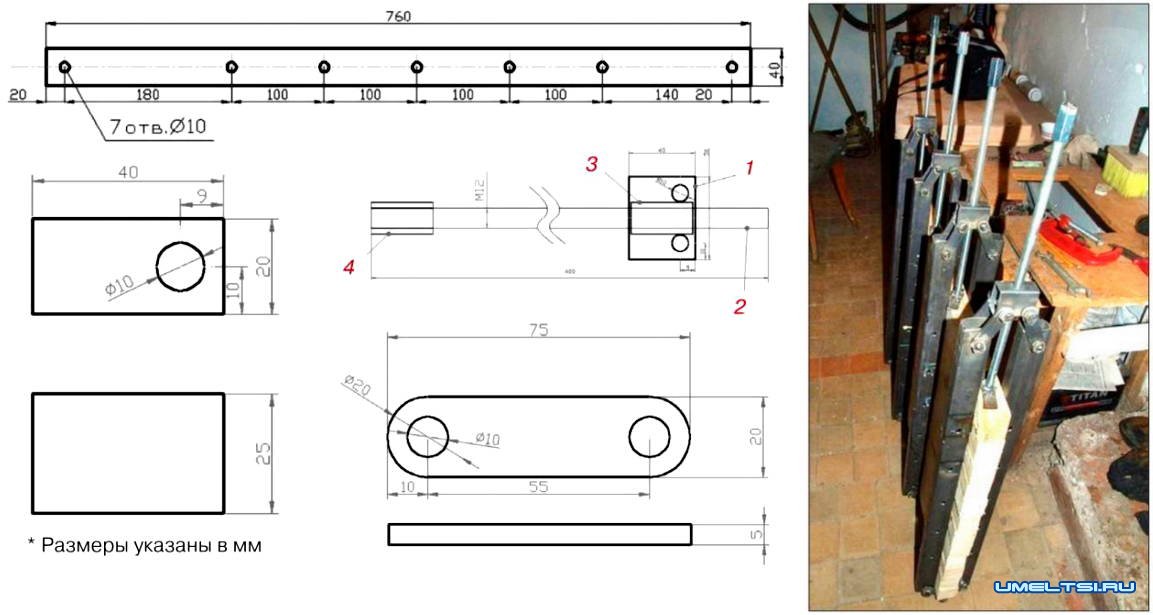
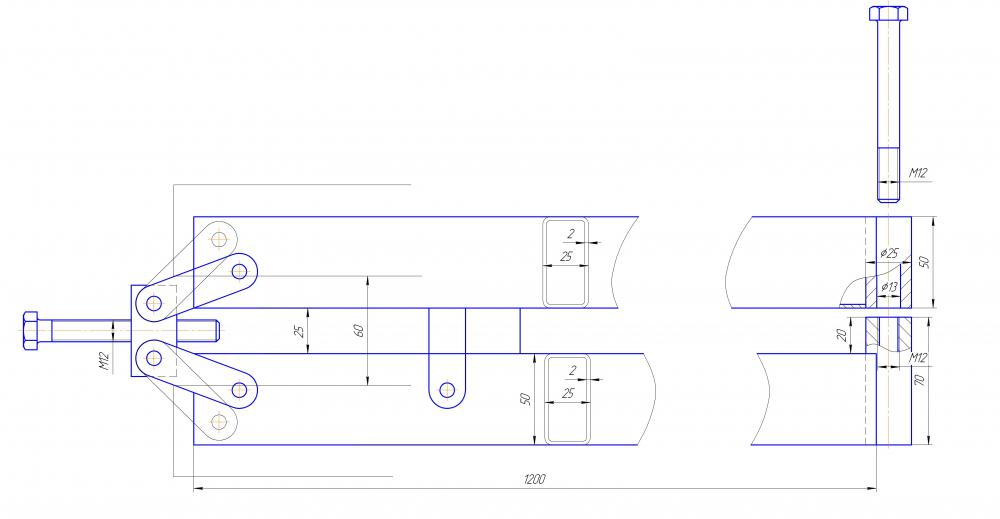
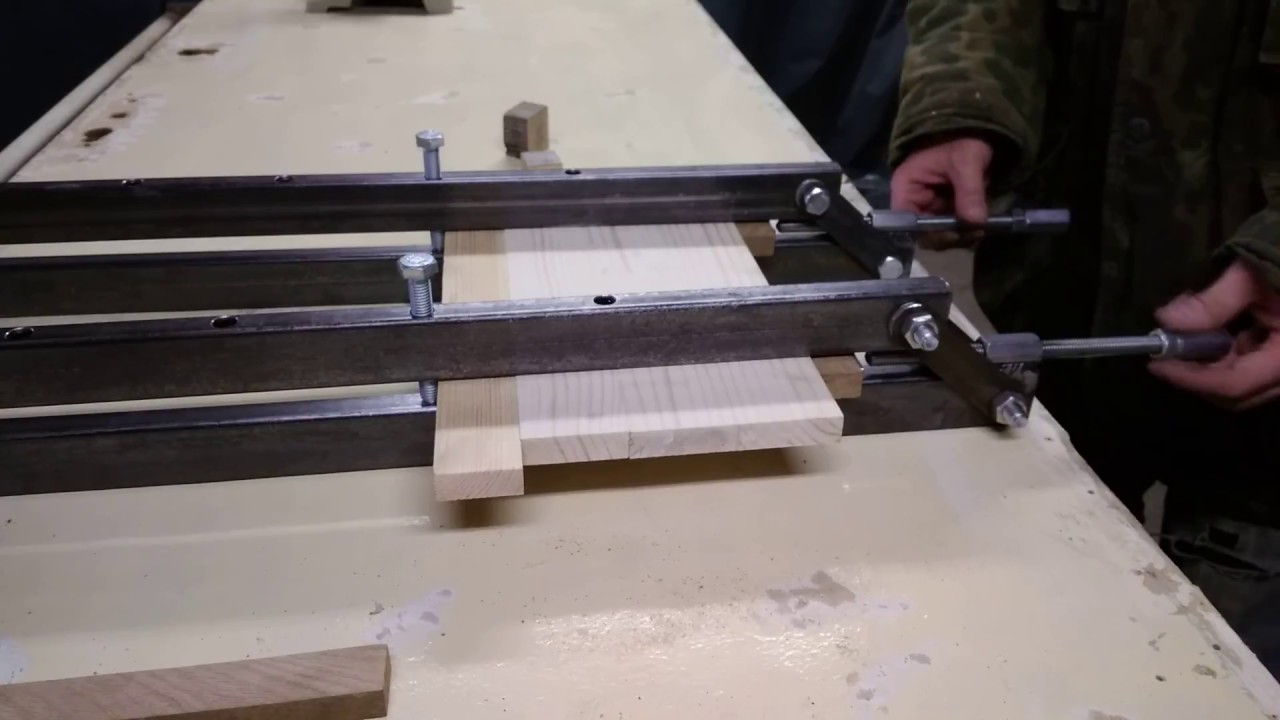
Изготовление струбцины своими руками из металла
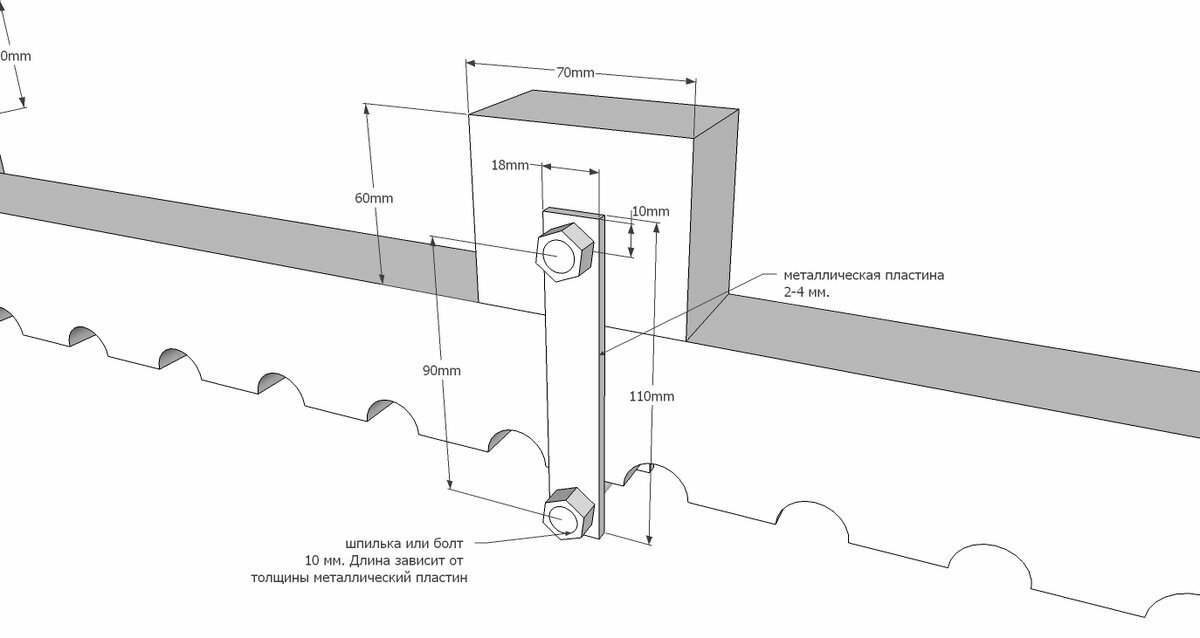
Для изготовления самодельной струбцины должна быть выполнена подготовка металлического швеллера. Его длинновой размер должен соответствовать максимальным толщинам стягиваемых изделий. Но для надежности стоит предусмотреть небольшой запас.
На продольных осевых линиях, проходящих на швеллере, следует выполнить отметки. Они будут указывать на расположение отверстий, в которые будут вставляться болты. На теле болтов следует выполнить крепление небольших кусков подобного швеллера. Осуществить это можно используя сварку. Кроме того, посредством сварки можно сделать прорезание отверстий с нужным диаметром.
Отверстиям под болты лучше всего придать форму капли. Такая конструкция позволит сделать посадочные гнезда с более плотным типом посадки. Отверстия должны быть похожими на замочные скважины.
После этого берем небольшую швеллерную пластину, чтобы выполнить приваривание к ней болта. Размер головки болта должен соответствовать тому, чтобы его можно было установить в гнездо без особых усилий. Предусмотрев все эти аспекты, подготовку необходимых упоров можно считать считаться законченой.
После этого необходимо использовать винт, имеющий большой диаметр. С одного его конца прикрепляется проушина, с другого — выполняется крепление длинного отрезка швеллера. Лучший вариант для осуществления креплений — сварка. Завершив данные манипуляции, можно полноценно использовать инструмент.
Применяем гибкую вставку
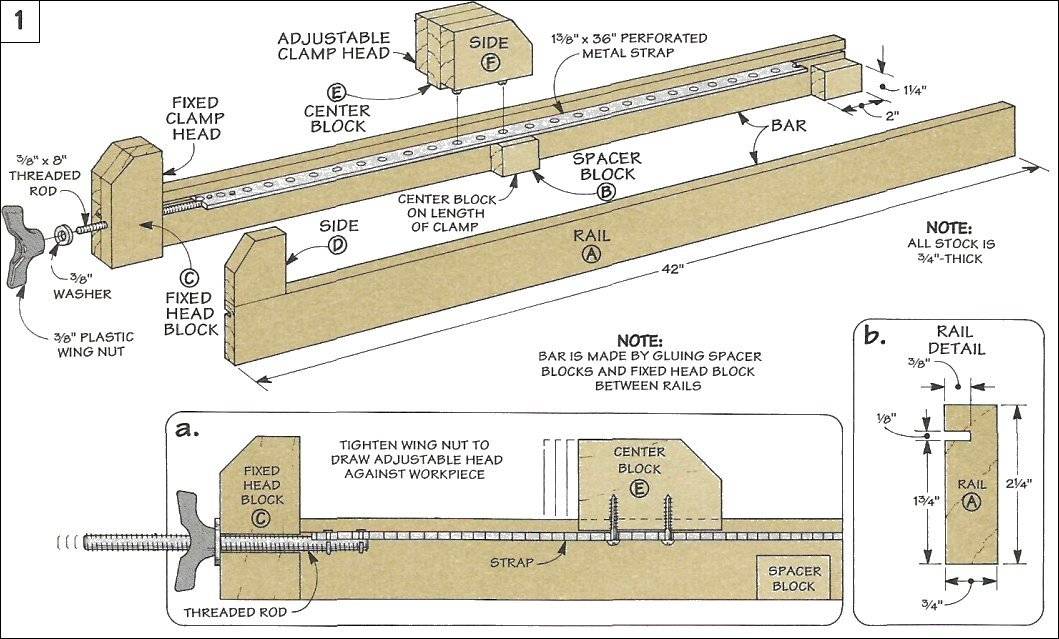
Нередко во время рабочего процесса возникает потребность выполнить стяжку деталей, имеющих большую поверхность. В таких случаях следует использовать гибкие вставки. Для их изготовление рекомендуется применять достаточно жесткие материалы, поверхность на которых будет обладать небольшим изгибом. К примеру, таким материалом является обычная металлическая пластина, имеющая толщину от 3 до 4 мм.
На концах такая вставка прижимается с двух сторон струбцинами к склеиваемой пластине. Она должна быть расположена таким образом, чтобы посредством ее поверхности можно было достичь равномерного прижима на всей плоскости обрабатываемых поверхностей.
Существуют и другие способы изготовления быстрозажимной струбцины своими руками. Но применение такого варианта отличается наибольшей универсальностью. Использовать такое приспособление можно при работе с габаритными изделиями, например, дверьми, столешницами и пр.
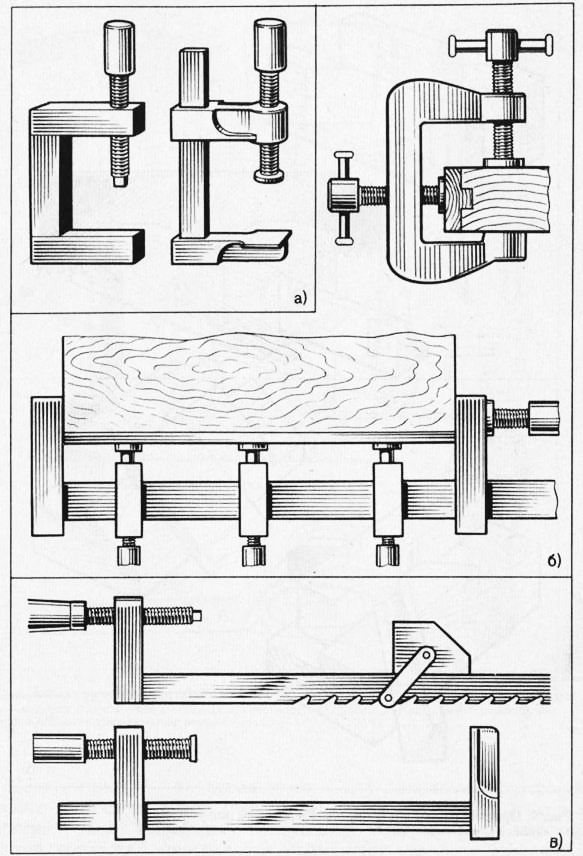
Выбор конструкции по назначению
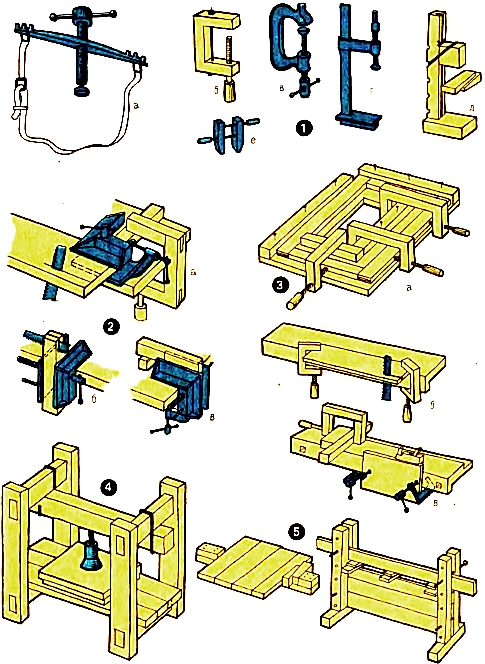
Самодельные струбцины по своему функционалу ничем не отличаются от изготовленных на производстве. Их можно использовать для склеивания досок, сборки мебели, склейки щитов. Для столярки используют различный инструмент, в том числе зажимную, F-образную, настольную струбцины. В зависимости от назначения стоит правильно выбирать агрегат, учитывая его конструктивные особенности. К примеру, для рамок и для эхолота мебельная и эксцентриковая струбцины будут между собой отличаться.
Если планируется фиксировать крупные заготовки, тогда лучшим вариантом станет трубная конструкция. Ее преимущество в том, что длину можно легко изменить. Однако, такой агрегат обладает сложным механизмом работы. В столярном деле часто используется угловой вариант инструмента. С его помощью легко удается сводить между собой деревянные бруски под прямым углом. Иногда такие струбцины применяют для ламината. Также столяры используют ленточные инструменты.
По своему виду пружинные агрегаты напоминают прицепку. У прижимной струбцины этого типа усилие создается благодаря установленной пружине. С таким инструментом очень просто работать, не задействуя вторую руку. Используется агрегат в том случае, когда не требуется большое сжатие, и напротив, это условие обязательно должно соблюдаться, иначе может пострадать заготовка, поскольку она была изготовлена из хрупкого материала. Есть струбцины с зажимом и автоматического типа.
Очень важно для направляющей шины, с какой силой производится сжатие. У некачественно сделанных и недорогих инструментов фиксация слабая
Торцевые модели нашли свое применение в мебельной промышленности. Там их используют при работе с накладками на столешницы. Есть еще один бюджетный вариант струбцины – G-образный. Чтобы работать с таким агрегатом, его потребуется сначала закрепить на столешнице или любой другой плоскости. Струбцина станет незаменимым помощником при работе по склейке, шлифовке или заточке заготовок.
Ее преимущество – в больших возможностях по регулировке направляющей. Можно поменять ширину, поэтому и обрабатываемые детали могут быть разной толщины.
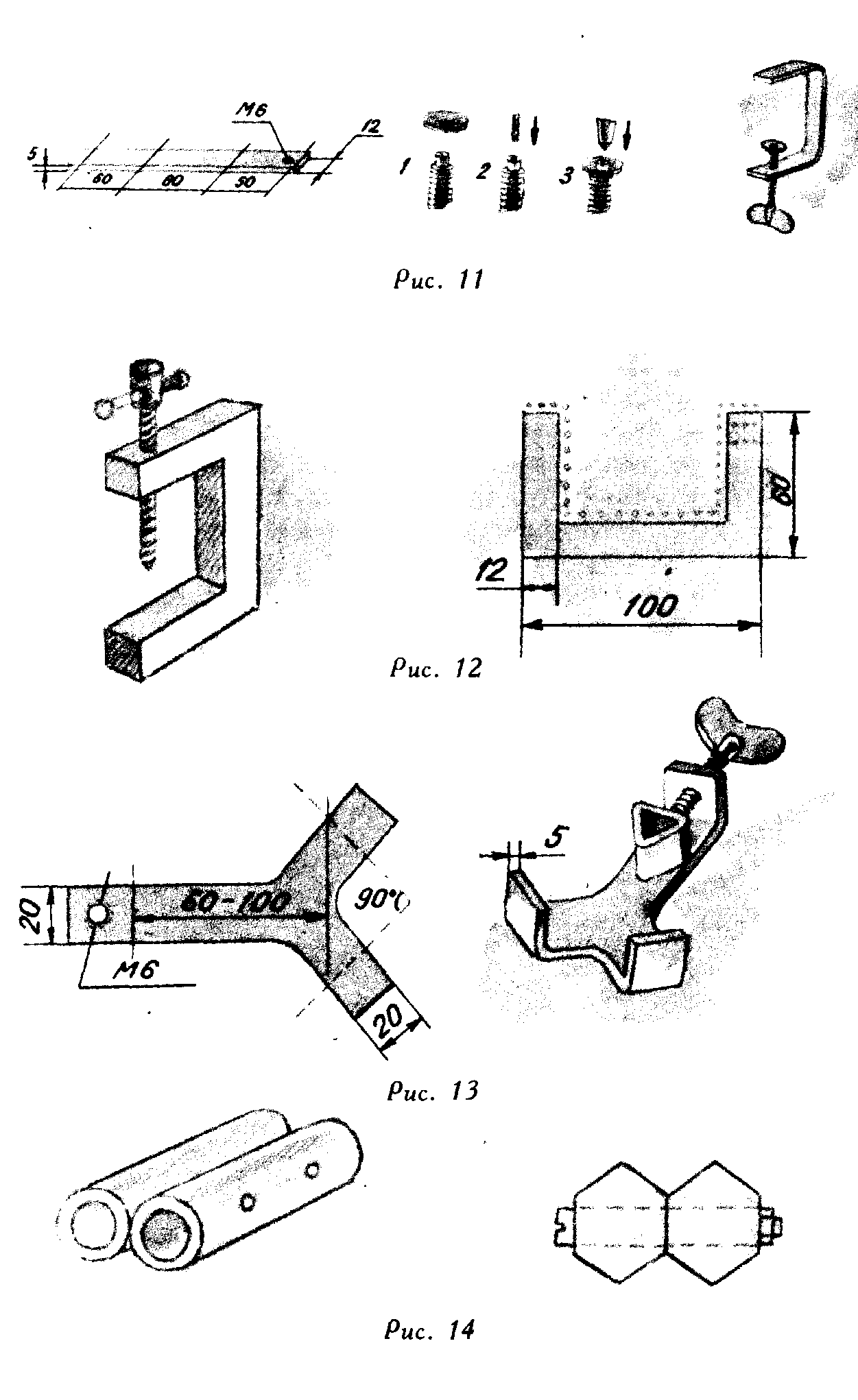
Угловая струбцина
Этот вид струбцины своими руками из металла предназначен для фиксации двух предметов под прямым углом и соединения между собой любыми методами, однако основное назначение — кондуктор для сварки металлических деталей под необходимым для работы углом. Чтобы ее изготовить должным образом, понадобятся следующие компоненты:
- Уголок из стали 40 миллиметров и толщиной 4 миллиметра;
- Пластины шириной 50 миллиметров;
- Закаленные резьбовые шпильки;
- Прутки и гайки для червячного механизма;
- Сварочный аппарат, который поможет в изготовлении необходимых устройств;
- Дрель вместе с метчиками различного предназначения.
Уголки следует приваривать под углом 90 градусов к металлическим или стальным пластинам. Сваркой крепим червячную конструкцию, а в рабочую гайку вкручиваем шпильку-вороток, дабы на конце собрать упор. Упор обязательно должен свободно проворачиваться. Затем с обратной стороны необходимо просверлить отверстие, куда мы вставляем металлический прут в качестве рычага. Невероятно простая конструкция и практичность использования стали залогом популярности такой струбцины среди всех, кто работает с металлом и делаемыми из него изделиями.
Материалы и оборудование
Прежде чем научиться делать токарный станок по дереву самостоятельно, необходимо подготовиться к работе.
В этом случае вам понадобятся:
- профильный брус 50х50 мм для кровати.
- доски толщиной 50 мм для изготовления поддона;
- фанера толщиной 18 мм, из которой будут изготовлены практически все детали;
Оборудование необходимо подготовить:
- Электродвигатель на 220В или 380В, в зависимости от того, какое напряжение подходит для вашей мастерской.
- Шкив — лучше взять 3-х проводный шкив, с помощью которого можно настроить оптимальную скорость обработки. Рекомендуется приобретать совместную пару.
- Ремень клиновой.
- Сверлильный патрон — используется в качестве основной опоры на передней бабке. Это своеобразный самодельный патрон для токарного станка по дереву.
- Электрический шкаф с выключателем и его защитой от несанкционированного давления.
- Саморезы по дереву различных размеров.
- Болты, шайбы, барашковые и Т-образные гайки.
- Защитный пластиковый чехол.
- Стальной лист с сайта https://betall.ru/katalog/list-oczinkovannyij/
- Монтажная планка для перемещения задней бабки по станине: если ее цена вас не устраивает, вы можете заменить ее на алюминиевый каркас.
- Стержень винта: регулирует надежность фиксации детали в центрах станка.
- Накидная гайка — колпачок на передней бабке.
- Металлические кольца — обеспечивают оптимальное натяжение ремня на шкивах благодаря консоли.
- Стопорные кольца — используются для удержания подшипников на своих местах.
Ниже приведено пошаговое руководство по процессу.
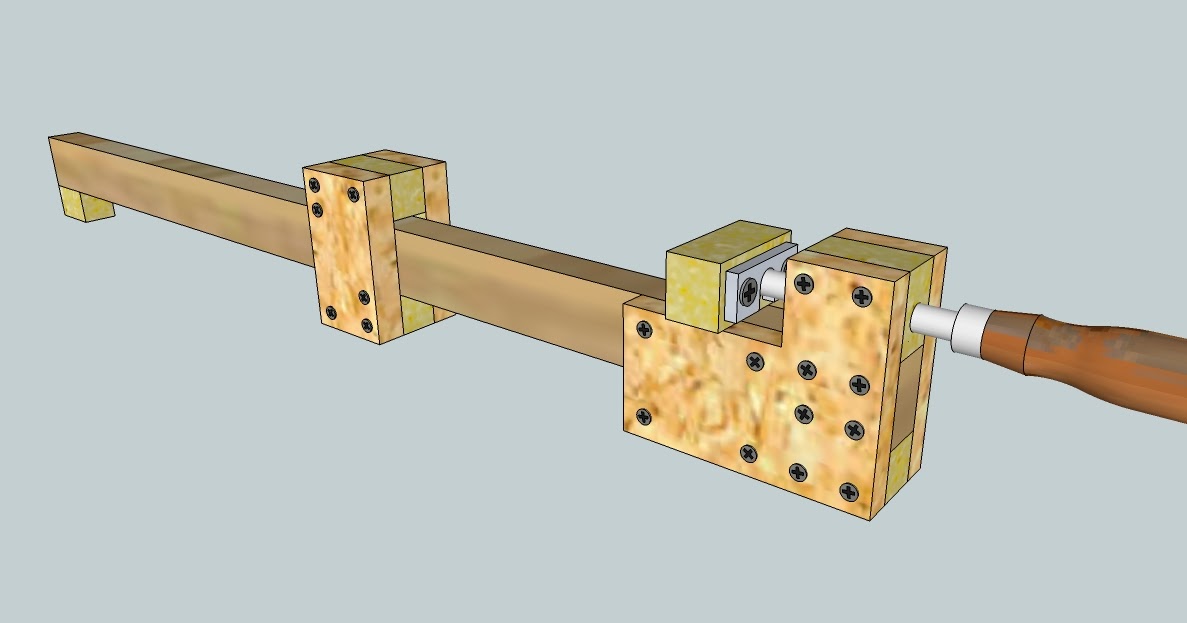
Струбцина быстрозажимная своими руками
Иногда в работе с деревом требуются струбцины, с помощью которых можно сделать фиксацию или прихват детали к рабочему столу или месту в течение буквально нескольких секунд.
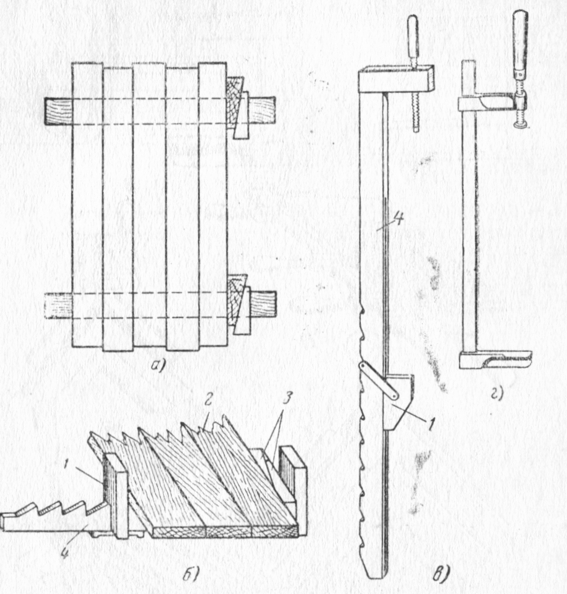
Для того чтобы сделать быструю струбцину, потребуются деревянные доски или фанера толщиной 16-18 мм. Первоначально калька деталей переносится на дерево и вырезается с помощью электролобзика. В ведомых частях потребуется сделать пропилы под заход ответной детали.
По размеченным точкам осей нужно сделать отверстия диаметром 20 мм.
Из круглой заготовки вырезаются шарнирные оси, шлифуются и запрессовываются в отверстия. Получается конструкция струбцины, чем-то напоминающая ножницы. Для привода используется стандартный ходовой винт диаметром 6 мм.
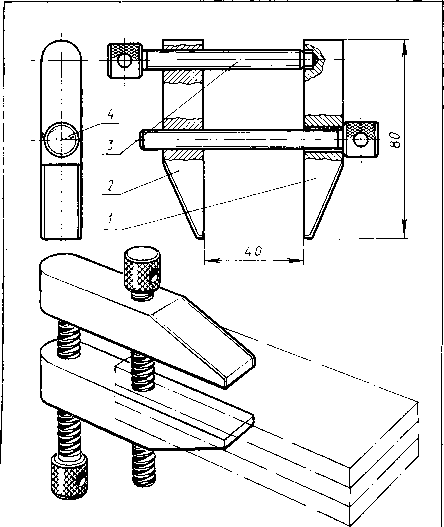
Зажим для удержания и фиксации мелких деталей
Аналогичным способом можно сделать зажим для фиксации особо мелких деталей. Предварительно потребуется разметить и вырезать из ОСБ или фанеры две половинки устройства, похожего на пинцет или медицинский зажим.
Серповидные заготовки соединяются между собой с помощью деревянной оси, поэтому в каждой из деталей струбцины необходимо сделать отверстие соответствующего диаметра. Для корпуса зажима можно использовать ясень или ель, ось необходимо сделать из более твердого материала — дуба или бука.
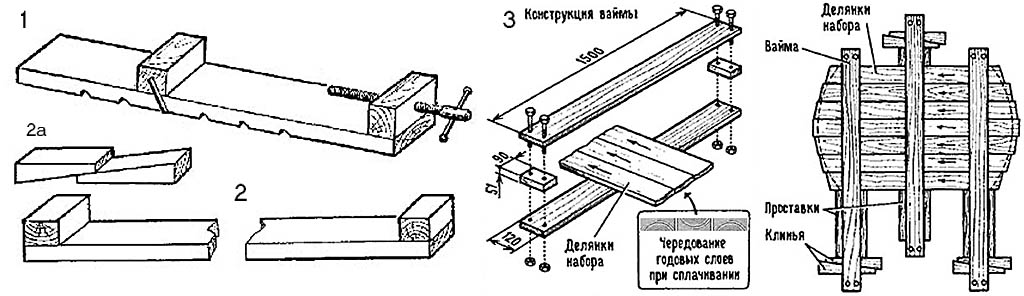
Струбцина из прута арматуры и дерева
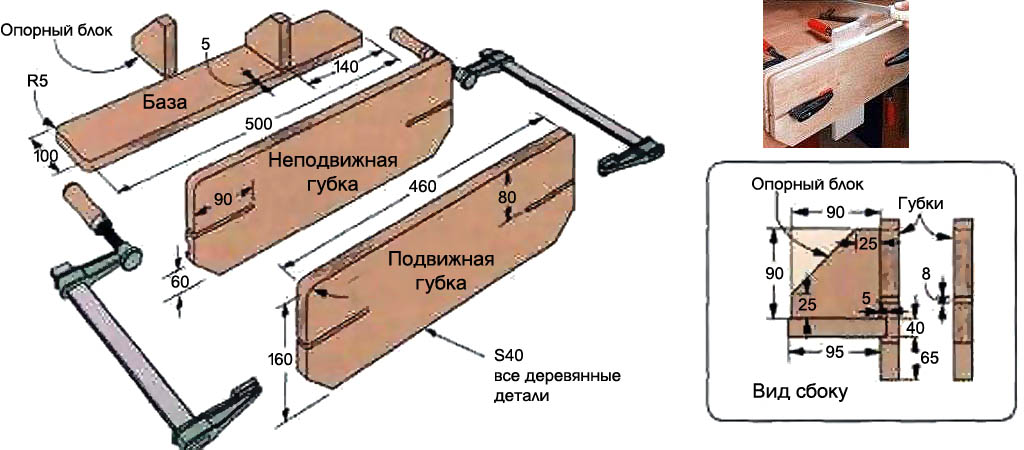
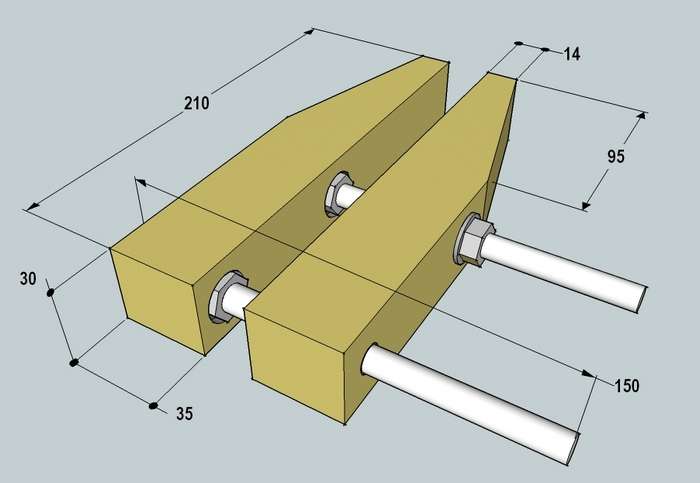
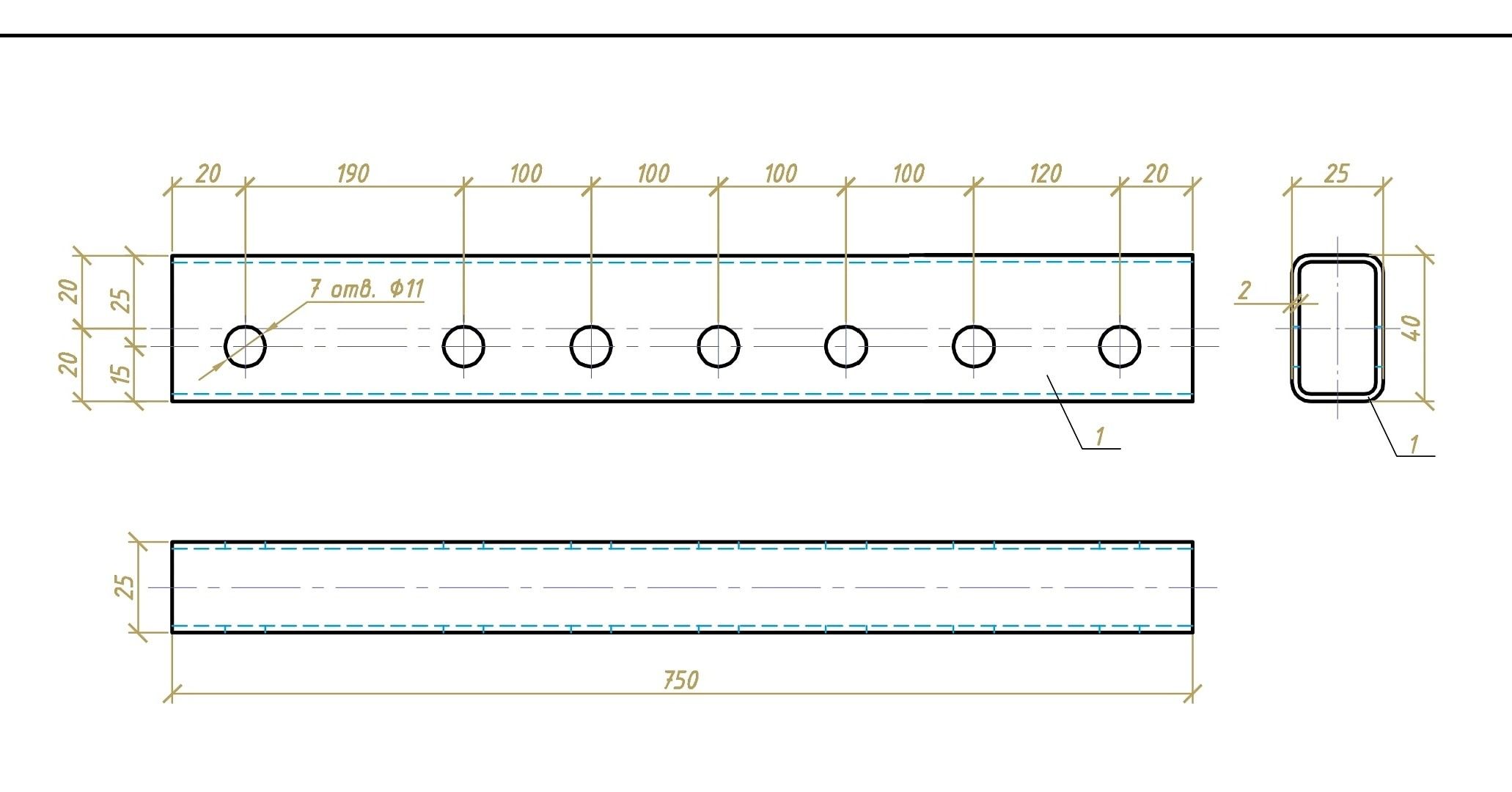
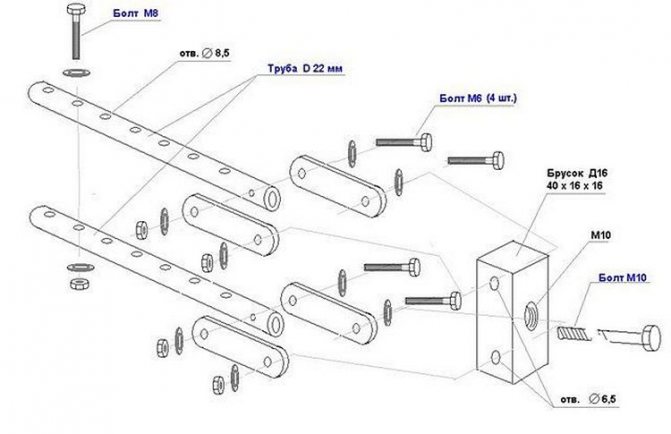
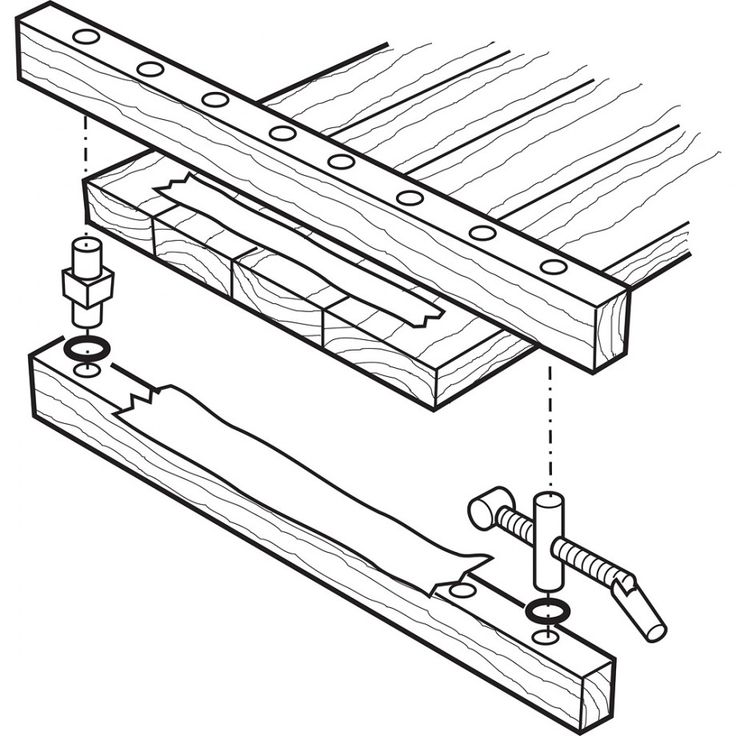
Используя арматурный прут, длиной 50-60 см и диаметром 8 мм, можно сделать очень прочную и одновременно легкую рамку универсального назначения.
В основе конструкции используется опорный деревянный блок из твердых сортов древесины. Размеры блока 150х50х30мм. Размеры могут изменяться в зависимости от толщины и радиуса изгиба арматурного прута. Крючок из куска арматуры можно согнуть тяжелым молотком на стальной трубе. Изгиб нужно сделать так, чтобы согнутая арматура была плоской.
Далее в блоке сверлится сквозное отверстие 7,5 мм, и забивается готовый арматурный крюк, по линии нужно сделать отверстие под ходовой винт и собрать струбцину.
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
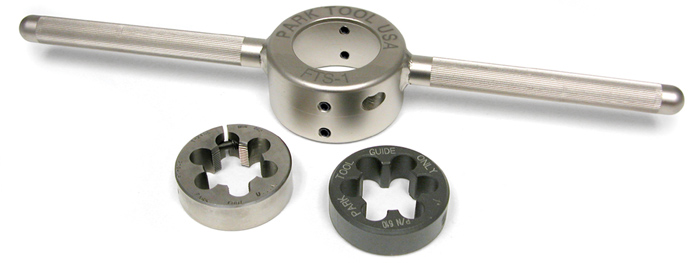
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки. В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности. При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.


Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.

Паяльник для пластиковых труб
Для этой самоделки также необходимо будет выдержать все оцинкованные детали в растворе лимонной кислоты.

Первым делом разогревается и выгибается шпилька, как на фото.


Один ее края будет закручиваться в хомут на горелке. В кольцо на втором конце вставляется стержень с резьбой, срезанный с большого болта. Он зажимается парой гаек. Крайняя гайка должна выступать в сторону от резьбы, поэтому перед ней устанавливается пружинная шайба для жесткости.


В результате получается подобие насадки на паяльник. Для лучшей работы нужно слегка проточить ее резьбу.

Насадка нагревается пламенем горелки, затем от нее греются трубы и спаиваются.



Для полной комплектации самодельного паяльника нужно будет заготовить для него болты М20, М25 и М32, соответствующие популярным диаметрам труб.

Чем нарезается внутренняя резьба — общая информация
Приспособление называется метчик. Он может быть двух разновидностей – ручным и машинным, в соответствии со способами нанесения борозд. Материал, который подвергается обработке, – это металл, но не только он. Также есть облегченные модели, они создают нарезку в пластике или дереве. Последний вариант нельзя назвать самым распространенным.
На заводах применяется механизированная техника – металлические сверла делают сквозные отверстия (или несквозную полость), после лезвия наносят несколько витков с заранее определенным шагом. Достоинство такой обработки – высокая точность. Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Но в домашних условиях и на мелких производствах чаще применяют более простую, но менее точную процедуру – нарезание внутренней резьбы метчиком вручную. Работу можно проводить на месте, для этого нужно купить само приспособление и сверло, чтобы сделать предварительное отверстие.
Инструмент напоминает по форме елочку из-за того, что рабочая поверхность – ребристое лезвие. Конструктивно изделие представляет собой довольно сложную конфигурацию из инструментальной стали. Такой материал используется из-за его прочности и возможности обрабатывать большинство сплавов, даже чугун. Не очень хорошо получается работать только с – он имеет внутренние напряжения, поэтому считается хрупким и может крошиться в процессе нарезки.



