три способа, чертежи, устройство (видео)
Ручной трубогиб — очень полезный инструмент для владельцев частного хозяйства. Он может помочь в сборке теплицы, прокладки трубопровода и других подобных работ. Можно, конечно, приобрести такое устройство в магазине, но оно стоит не дешево. Поэтому экономнее сделать трубогиб своими руками, используя простые материалы и ваши руки. Как это сделать, расписано в данной статье. Рассмотрим три основных способа.
Устройство ручного трубогиба.
Нам понадобятся навыки и некоторые инструменты для самостоятельной сборки устройства, способного согнуть металл. Если сделать такое устройство правильно, оно будет ничуть не хуже заводских аналогов, может, даже лучше. Так как же изготовить ручной трубогиб своими руками, работающий по принципу домкрата?
Способ № 1
Первый способ сделать такое устройство очень прост. Для начала понадобится изготовить полусферу из дерева. Подберите несколько плотных досок и ручной пилой вырежьте сферический шаблон нужного радиуса. Желательно распиливать доски так, чтобы они имели уклон к основанию. Распиленные доски надо будет закрепить на прочном основании, например, на стене или столешнице. Доски должны быть толще диаметра трубы, чтобы она не смогла выскользнуть из нашего шаблона и не повредила держащую ее руку.
Пример ручного трубогиба из дерева. Трубогиб изготавливается как полусфера из дерева.
Далее на одном конце полусферы закрепите деревянный брусок — упор. Труба должна спокойно помещаться между шаблоном и упором. Приспособление, способное согнуть металл, готово. Как его использовать? Поместите трубу между шаблоном и упором и, не торопясь, давите на противоположный конец, как на рычаг домкрата, до тех пор, пока не получите необходимый угол изгиба. Этот способ отлично подходит для того, чтобы согнуть материал из стали и алюминия. Сделать такой самодельный прибор очень легко, плюс ко всему он не требует больших денежных затрат. Если вы планируете работу с материалами разного диаметра, легко можно сделать несколько шаблонов под разные размеры трубы.
Способ № 2
Следующий способ тоже экономен в финансовом плане и легок в изготовлении.
Купите металлические крючки, они должны обладать высокой степенью прочности. Закрепите их на прочном основании, расстояние между каждым крючком должно составлять не более 5 см, хотя все зависит от диаметра материала, который требуется согнуть. В итоге из закрепленных крючков должен получиться полукруг. Как и в предыдущем способе, на конце полусферы закрепите упор, удобный для руки. Такой метод более универсален и позволяет работать с разными диаметрами. Если увеличить или уменьшить расстояние между крючками, станет доступна работа с трубами большей или меньшей толщины. Перейдем к более сложной и трудоемкой конструкции, способной без особых усилий оказать на трубу мощное давление по принципу домкрата.
Способ № 3
Схема турбогиба в разрезе: (1,3- заглушки; 2- гибочный шаблон; 4- трубка для подачи жидкости; 5- домкрат)
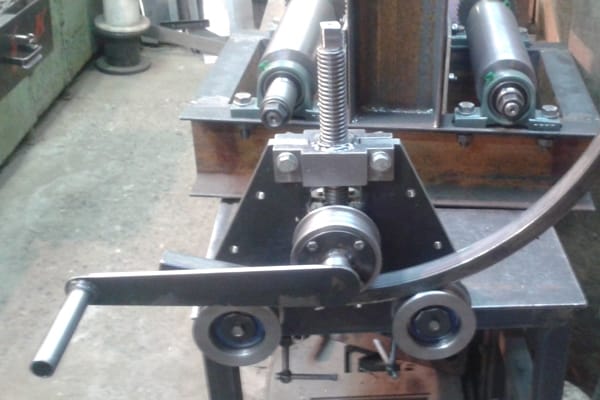
Давайте изготовим трубогиб профильной трубы своими руками, с помощью которого можно согнуть металл на 360 градусов. Он не хуже, чем гидравлический аналог. Хотя с его помощью можно выбрать любой угол изгиба. Процесс загиба осуществляют вращающийся цилиндр и ролики для фиксации используемого материала. Благодаря рабочему цилиндру, изменяем угол трубы до нужного нам. Цилиндр должен иметь возможность свободно двигаться. Для изготовления такого приспособления нам понадобится:
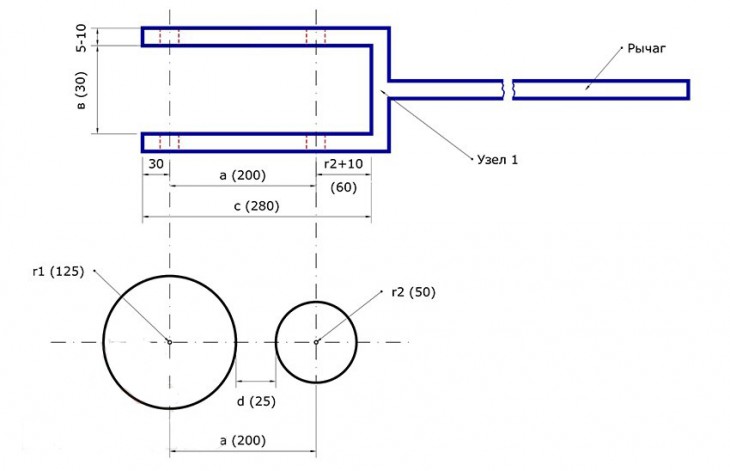
- Две стальных пластины, толщина которых может варьироваться от 5 до 10 мм, длина пластин может достигать 30 см.
- Стальные уголки 5х5 см — 4 шт.
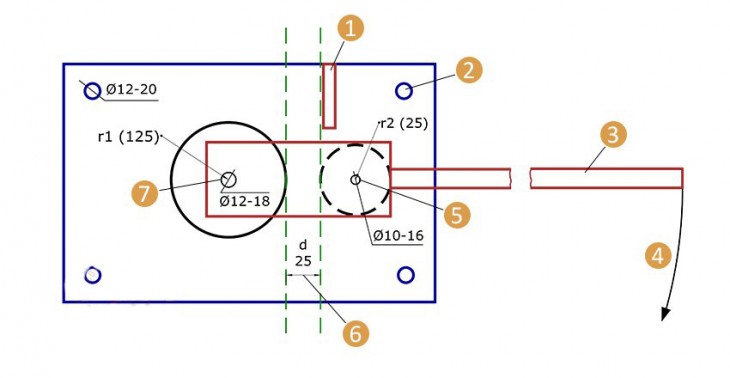
Как и в первых двух способах, нам понадобится самодельный деревянный шаблон, используйте для этого доски толщиной не более 3 см. Закрепите на нижней стороне шаблона стальную пластину. На основании конструкции закрепите для прочности несколько уголков длиной до 30 см. На верхнюю часть нашей конструкции надо приварить вторую стальную пластину. Просверлите в ней или вырежьте сваркой отверстие. Диаметр отверстия должен быть больше диаметра винта, который устанавливается в него. Функция этого болта — опора для материала, над которым будет производиться сгибание. К верхней пластине закрепите уголки и направляющие ролики, ориентированные внутрь конструкции. Такое приспособление способно изменять угол практически любой профильной трубы. Благодаря этим трем несложным приспособлениям, вы с легкостью согнете любую трубу. Какой самодельный трубогиб сделать, выбирать и решать вам — все зависит от желания и возможностей.
Поделитесь полезной статьей:
Процесс изгибания
…сложности
Перед изгибанием изделия следует определить марку сплава, условия для его первичной термообработки. При отсутствии сертификата на изделия проверку осуществляют следующими способами:
1.изучают маркировку на концах трубопроката, сверяют со справочником.
2.простукивают молотком, при наличии звонкого звука изделие изготовлено из материала высокой твердости.
3.если материал сплава мягкий, то он налипает на напильник.
Способы сгибания
Существуют разные технологии, чтобы изогнуть алюминиевые изделия. К основным относят:
1.изделие можно обработать на трубогибе, который имеет эластичный дорн, к примеру, из резины.
2.с помощью устройства для сгибания холодным методом одним переходом, если диаметр трубы менее двадцати миллиметров.
3.при сгибе трубы большого диаметра, заготовку следует нагреть. Для этого применяют дроны резинового или составного типа.
4.можно уменьшить зону с растягивающим напряжением при помощи перемещающегося ролика.
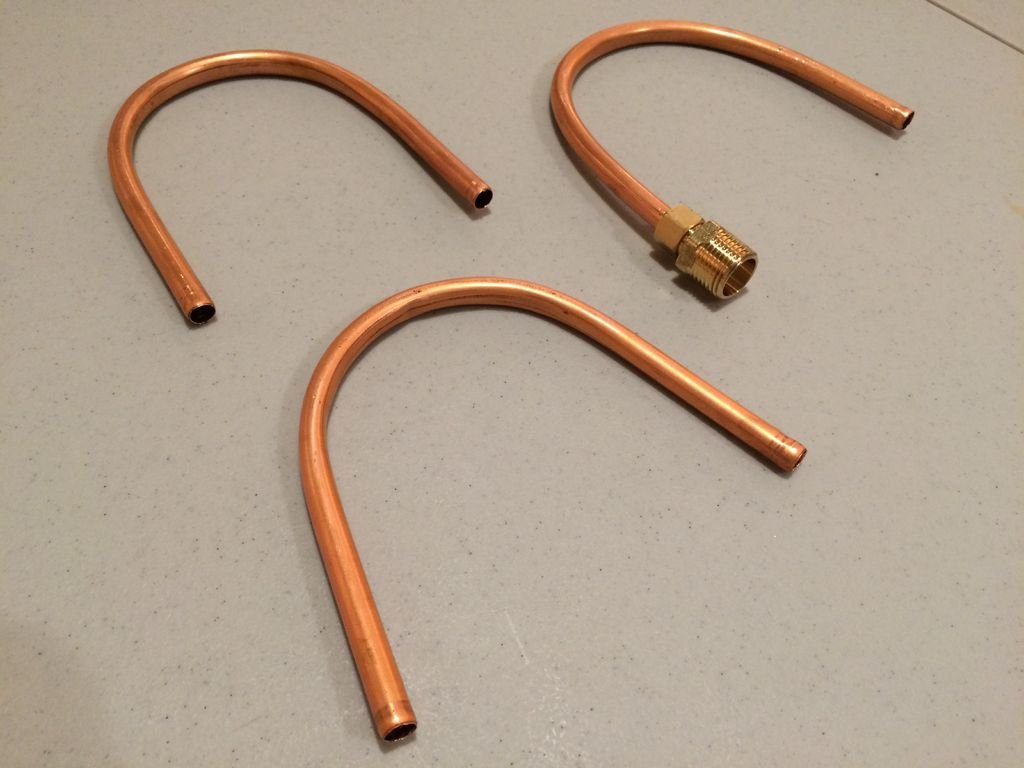
виде калача (в форме полукруга).
Внимание! Процесс изгиба требует аккуратности, не стоит допускать дефектов, для этого важно правильно выбрать инструмент
Необходимое оборудование
Чтобы изгибать трубы, применяют разные устройства. Трубогибы имеют отличия в принципе действия. Инструмент легко использовать в домашних условиях. С помощью него можно изгибать трубы круглой формы, профильного типа. Выделяют следующие разновидности трубогибов:
 1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
2.рычажный вид, по-другому называется механизмом Вольнова. В форму, имеющую соответствующий диаметр закладывают заготовку. Трубу не нужно прогревать. Рычажная сила позволяет согнуть трубу.
3.арбалетный вид. Заготовку помещают в устройство, которое имеет гнущий сегмент. Труба продавливается внутри конструкции.
С помощью трубогиба можно нет только сгибать, но и выпрямлять алюминиевые изделия, которые имеют разную конфигурацию, диаметр. Во время процесса повредить деталь практически невозможно.
Трубогиб использует различные способы воздействия на металл. К ним относят:
1.способ проталкивания. Изделие из алюминия проталкивается сквозь ролики, один его отклоняет. В итоге образуется изгиб в виде дуги, имеющая небольшой радиус.
2.способ проката. Если труба имеет от одного до десяти сантиметров в диаметре, то ее можно прокатывать между специальными роликами, которые должны быть равны размеру заготовки. В основе лежит трехвалковый инструмент, с помощью которого изгибают за пару заходов. Инструмент придает форму круга, дуги, спирали. Изгибанию поддается профильная труба и круглая.
3.с помощью давления. Для изгиба применяют штампы, которые придают изгиб изделию снаружи. Способ гидроформирования – второй вариант метода. Под высоким давлением в трубу заливается вода, либо масло.
4.способ обкатывания. В основе лежит обкатная деталь трубогиба, которая может изогнуть изделие под давлением. Деталь не нужно прогревать. На участках с отсутствием давления трубопрокаты прогибаются в другую сторону.










Внимание! При отсутствии специального инструмента алюминиевые изделия легко изгибаются подручными способами
Как гнуть медную трубу – обзор способов
Существует несколько вариантов проведения работ, каждый из которых имеет свои особенности.
Пружинный
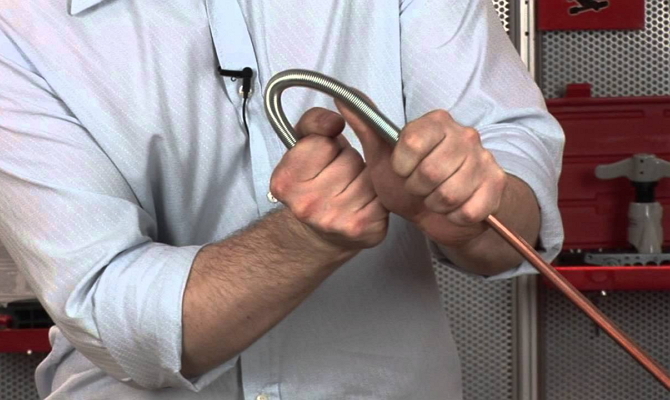
Пружинный метод применяется чаще всего при работе в замкнутых пространствах небольшой площади. Он позволяет обеспечить сгибание медной трубы практически под любым углом.
Для этого используют пружину, диаметр которой соответствует размеру отрезка медной трубы. Приобрести ее можно в строительных магазинах. Для загибания труб большого диаметра пружину вставляют между внутренними стенками заготовки, для тонких конструкций – надевается сверху.
Если необходимо загнуть участок медной заготовки, удаленный от торца, пружину продвигают к нему.
Поместив пружину внутрь заготовки, поверхность медной трубы нагревают с помощью паяльной лампы или газовой горелки. Степень прогрева определяют по изменению оттенка поверхности. Хорошо прогретый отрез трубы загибают под необходимым углом и оставляют до полного остывания.
Для придания заготовке округлой формы при загибании можно в качестве шаблона использовать стальные трубы и диски соответствующего диаметра. Когда остывшая труба примет окончательную форму, остается только вытащить пружину.
Ручной
Трубогиб представляет собой переносной инструмент, который путем фиксации одного из концов и места загиба пустотелой трубы с последующим перемещением второго конца заготовки выполняет загиб по заданному диаметру.
В зависимости от типа устройства трубогибы делят на три вида:
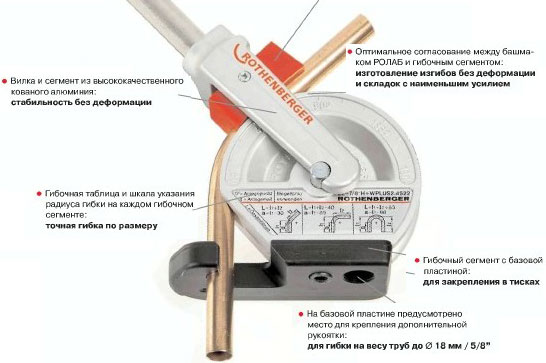
- Рычажные – конструкцию образуют два рычага, на первом из которых находится башмак, а другом установлен гибочный шаблон. На каждой стороне рычагов нанесены отметки, ориентируясь на которые заготовке удобно придавать точный угол наклона. Совместив нулевые отметки и зафиксировав трубку в скобе, с помощью рычагов выполняют сгибание. С помощью этого инструмента медные заготовки можно загибать даже под углом в 180°.
- Пружинные – представляют собой стальные пружины, один из концов которых напоминает воронку. Отрезок трубы вставляют в пружину и выполняют загибание, придавая желаемый угол наклона.
- Гидравлические – относятся к разряду профессиональных. Славятся высокой скоростью и способностью гидравлики перенимать на себя все нагрузки оператора.
- Электрические – принцип работы инструмента схож с ручным рычажным аналогом. Радиус загиба задается с помощью съемных сегментов. Надев заготовку на трубогиб, посредством электропривода выполняют загибание. Этот тип трубогиба целесообразно применять при больших объемах работ.
Инструменты пружинного и рычажного принципа действия эффективны для сгибания недлинных отрезков медных трубок, имеющих небольшой диаметр. С конструкциями большого диаметра способны справиться только гидравлики.
Песочный
Для придания трубе желаемого угла наклона работу выполняют в несколько этапов:
- Один из торцов заготовки забивают деревянной заглушкой. Затем чистым просеянным и хорошо высушенным песком заполняют полость трубы, время постукивая ее торцом о деревянное основание. Заполнив полость почти до верха, на открытый конец заготовки надевают такую же пробку.
- Подлежащий загибанию участок прогревают все той же паяльной лампой или горелкой до тех пор, кора поверхность не окрасится в более темный оттенок. Проверить достаточность нагрева проще всего, поднеся лист бумаги к поверхности. Если от соприкосновения с металлом он загорелся, нагревать больше не нужно. При прогревании заготовки, необходимо вращать ее вокруг своей оси, чтобы пламя охватило все стороны трубы.
Бытовые методы гибки медных трубок
Данные способы отличает применимость в ограниченном пространстве, то есть обычной квартире. Габаритное оборудование не понадобится, загнуть медную заготовку получится не намного медленнее. Среди способов гибки трубок из меди выделяют:
- Пружинный. Позволяет согнуть металлическую трубу под любым углом. Используется пружина, длина которой равна длине трубы. При сгибании форм большого диаметра она помещается внутрь заготовки так, чтобы упиралась в стенки; меньшего диаметра — надевается снаружи. Если требуется деформировать малый участок изделия, пружину проталкивают к месту предполагаемого изгиба.
ПОСМОТРЕТЬ пружинный трубогиб на AliExpress → Как же выполняется гибка медных труб с помощью пружины? Последовательность действий такова:
- поместить пружину снаружи/внутри трубки;
- прогреть место изгиба (или всю трубу) паяльной лампой или газовой горелкой;
- когда поверхность поменяет цвет на более темный, приступать к загибанию;
- после деформирования оставить заготовку до полного остывания в естественных условиях;
- извлечь пружину.
- Песочный. Здесь вновь потребуется нагревательный элемент и чистый, просеянный, полностью сухой песок. Последовательность такова:

- один из торцов медной трубы забивается деревянной заглушкой (при этом используется деревянный или резиновый молоток!);
- полость трубы заполняется песком, при этом заготовка периодически простукивается деревянной заглушкой об поверхность (стол, пол);
- заполнив изделие полностью, надеть такую же заглушку с другого конца;
- воздействовать паяльной лампой или газовой горелкой на предполагаемое место изгиба трубы, вращая заготовку для равномерности прогрева;
- прижать один конец трубы к опоре, а другой аккуратно загнуть в нужную сторону;
- дать деформированной детали остыть (в естественных условиях или обдать водой).
Способ хорош тем, что при неровном загибе трубы ее допустимо рихтовать — простукивать молоточком место, где деформация пошла плохо. После остывания трубки с нее снимают заглушки, высыпают песок, промывают и используют по назначению.
Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- http://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- http://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
Варианты трубогиба
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.

Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.





Какие бывают виды
Самодельные трубогибочные станки выполняются по одному из четырёх существующих типов:
- прокаточный
- намоточный
- арбалетный
- обкаточный
Каждый станок обладает своими конструктивными характеристиками и сферой применения, поэтому при выборе подходящего решения учитывайте ряд важных моментов. Для примера, гибку медных и тонкостенных стальных труб лучше всего проводить на роликовом обкаточном трубогибе.
Его создают в стационарном варианте с электрическим приводом или делают полностью ручным. Последний вариант можно использовать непосредственно на весу.
Особой мобильностью характеризуются мобильные трубогибы, которые незаменимы при монтаже отопления или водопровода — такой станок можно взять с собой на строительный объект, переместить на улицу или в любое место. Учитывая компактные размеры и небольшой вес, его можно свободно поместить в чемоданчик сантехника или сварщика. Большинство моделей весит не больше 1−2 килограммов.
Рекомендации мастеров и возможные трудности
Столкнувшись с гибкой меди впервые, у любого человека в домашних условиях могут возникать сложности. Мастера советуют придерживаться правил:
- использовать пружины для гибки медных тонких труб 6 мм зарубежного производства;
- если гнется змеевик вручную стоит проявлять особую аккуратность и плавность движений: резкие маневры приведут к сильной деформации разогретого изделия;
- если сгибаемая труба изготовлена из отожженной меди, времени на ее изгиб уйдет меньше;
- допускается повторный разогрев изделия при первичном неправильном выполнении поворота;
- гнуть крупные по размеру элементы в домашних условиях невозможно: здесь необходим промышленный инструмент.
Некоторые мастера рекомендуют использовать смазочный материал при гибке. Новичкам такой вариант не подходит, так как существует риск нагрева при высокой температуре
Чтобы не возникало трудностей, стоит проявлять крайнюю внимательность и осторожность при работе
Техника сгибания труб из меди пригодится при самостоятельном обустройстве коммуникаций. Изящные повороты и изгибы предотвратят потерю целостности изделий, а также уберегут от протечек. Применение предложенных методов поможет в краткие сроки сделать плавный и красивый изгиб.







Как согнуть медную трубу в домашних условиях
Существует несколько методик, позволяющих повысить прочностные характеристики цветного металла. Одну из них всегда можно использовать, когда решается вопрос, как согнуть медные трубки в домашних условиях без использования сложного специального инструмента.
Температурный метод
Нагрев позволяет максимально просто согнуть медную трубу. Этот процесс выполняется при использовании газовой горелки. В бытовых условиях также нередко применяют паяльную лампу. Однако прогретый металл может легко деформироваться, и на его поверхности появится волнистый участок с менее прочной структурой. Причиной этому служит высокое тепловое расширение материала, когда происходят существенные температурные колебания.
 Применение горелки.
Применение горелки.
Опасность деформации при нагреве возрастает с увеличением размеров труб. Поэтому этот способ наиболее эффективен при гибки медного проката с тонкими стенками. Именно такой материал чаще всего применяется в жилых объектах.
С помощью песка
Песок также помогает качественно загнуть трубопрокат из меди. В работе применяется речной просеянный сухой сыпучий материал. Он позволяет сохранить форму изделия, когда выполняется его изгиб. Если даже в процессе будет приложено большое физическое усилие, труба не сломается.
Операция проводится следующим образом:
- один конец проката затыкается заглушкой из дерева при помощи киянки;
- внутренняя полость изделия полностью заполняется сыпучим материалом, который утрамбовывается путем постукивания конца трубы с заглушкой об любую твердую поверхность;
- второй торец изделия закрывается такой же деревянной заглушкой;
- требуемое место нагревается при равномерном вращении трубопроката.
В конце изделие прижимается к опоре и сгибается в нужную сторону. После этого заготовка должна остыть естественным образом. Можно также использовать холодную воду.
Этот вариант отличается возможностью проведения рихтования детали, если получился неровный загиб. В процессе необходимо использовать молоточек, с помощью которого нужно простучать то место, где возник дефект. В завершении процедуры после остывания заготовки с ее торцов удаляются деревянные заглушки, и высыпается сыпучий материал. Перед использованием изогнутого элемента его необходимо тщательно промыть чистой водой.
Метод спирали
При монтаже проекта отопительной системы или холодильной установки, в отдельных случаях, трубопрокату требуется придать форму спирали. Для этого подбирается цилиндрический шаблон требуемого диаметра. Потом трубный прокат наполняется песком, а его торцы закрываются заглушками. Затем один конец детали фиксируется, а остальная часть изделия нагревается до нужной температуры. В конце выполняется изгиб заготовки вокруг шаблона с контролем требуемого расстояния между витками создаваемой спирали.
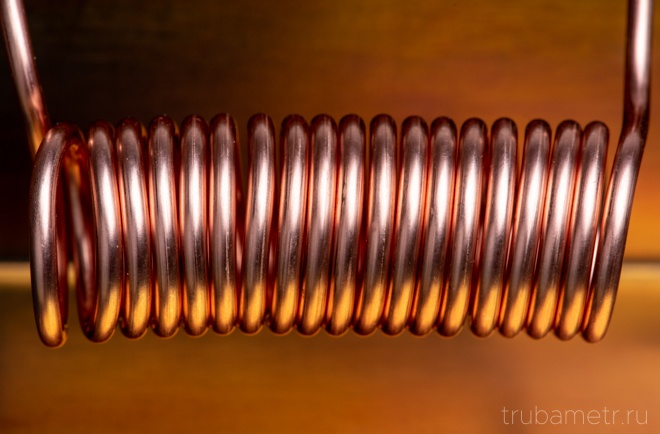 Медная спираль.
Медная спираль.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Ручной рычажный трубогиб для медных труб
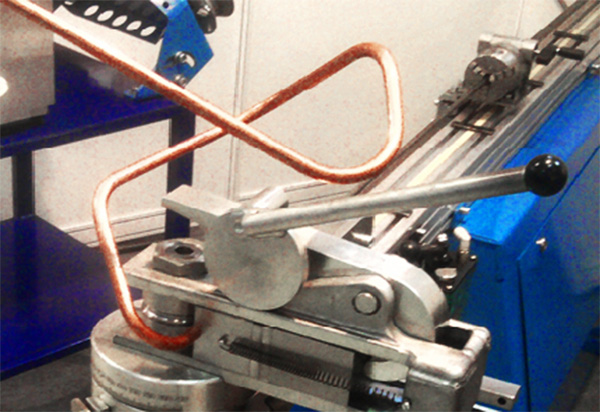
Следующий тип инструмента, рычажный станок для гибки медных труб, имеет в своей конструкции два рычага. На одном из них есть башмак, а на другом – откидной шаблон. На обоих рычагах есть отметки изгиба, благодаря которым можно регулировать угол деформации.
Чтобы поместить трубку в рычажный инструмент, необходимо развести ручки.
Убедившись, что труба ровно сидит в пазах шаблона, нужно закрепить ее кронштейном. Рычаг с башмаком располагается так, чтобы нулевые отметки на нем и на модели совпадали. Плавным движением рычаг поворачивается на нужный угол изгиба.

Преимущества трубогиба для медных труб:
Недостатки рычажного гибочного станка:
- Ручной трубогиб бесполезен при работе с крупногабаритными изделиями; инструмент нельзя использовать для гибки труб других диаметров.
Арбалетный трубогиб
Инструмент отличается меньшими размерами, но имеет усложнённую конструкцию. Деталь упирается в 2 ролика, жёстко прикреплённым к корпусу. Дистанция между роликами прямо влияет на радиус изгиба.

Конструкция оснащается встроенным ручным гидравлическим цилиндром (можно применить цилиндр от тормозной системы автомобиля). При спуске курка под действием гидравлического усилия шток цилиндра давит на трубу, прижимая её к роликам, и выполняя изгиб. Ролики и гидравлический цилиндр монтируются на единую опору, соответственно качество сборки прямо влияет на точность гибки.

Преимущество инструмента заключается в том, что мастеру не нужно прикладывать физическое усилие. Последнее создаётся за счёт гидравлики. Вместо цилиндра можно применить и простейший домкрат.

Но, сделать такой трубогиб для круглой трубы своими руками значительно сложнее, поскольку обязательно нужно сооружать несущую раму. Габариты последний должны строго соотноситься с размерами гидравлического элемента, чтобы достигнуть высокой точности работ.

Особенности гибки медной трубы на трубогибе
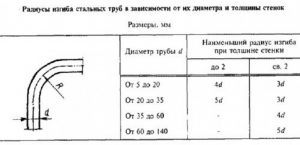
Медная труба с точки зрения изгиба на трубогибе имеет 2 состояния: мягкое и твердое. Твердые и полутвердые медные трубки более жесткие. При изготовлении такие трубы подвергаются термообработке с целью повышения эксплуатационных характеристик – прочности и пластичности. Медные трубы без термообработки (неотожженные медные трубы) из-за их жесткости чрезвычайно сложно изгибать даже с помощью 3D-балки.
Поэтому при гибке медных труб с радиусом изгиба менее 3D необходимо использовать мягкие трубы, а также самые лучшие мягкие с большей пластичностью, либо твердые и полутвердые медные трубы необходимо подвергать термообработке – отжигу. Они более пластичны, но имеет меньшую твердость. Он хорошо деформируется (гнется), но после изгиба должен быть термически усилен. Из-за того, что медь по плотности не отличается от стали, но не подвержена коррозии, толщина стенок труб очень редко превышает 1,5 – 2 мм.
Отожженные медные трубы малого диаметра (до 38 мм) хорошо гнутся на трубогибах малого радиуса (1,5D) БМК даже без специального оборудования.
При гибке отожженных медных труб диаметром более 38 мм на гибочных станках необходимо выбрать оптимальный радиус изгиба на простом оборудовании или изготовить сложное оборудование. Для гибки таких медных труб в оборудовании есть специальный гибочный ролик с прямым сечением, более плавным изгибом и гибкая стальная оправка.
После гибки на трубогибе изделия из отожженной медной трубы желательно термически упрочнить, повысив тем самым их эксплуатационные характеристики.
Все трубы медные круглого сечения изготавливаются по ГОСТ 817-2006 и имеют в обозначении следующую информацию:
первая буква определяет способ изготовления (D – холодная штамповка, холодная вытяжка или прокат, L прессование)
2-я и 3-я буква – форма трубки (КР-круглая)
4-я буква – точность изготовления (N, P, I, K, S, U)
5-я буква – состояние (M-soft, P-полутвердый, T-жесткий, L-мягкий высокопластичный, F-полутвердый высокопрочный, H-жесткий высокопрочный)
Дополнительные размеры D (диаметр) и S (толщина стенки), длина и т.д.
Особые условия для точности (T), кривизны (O), требований к растяжению (P), требований к твердости (H), условий намотки в катушках (BTX) – свободная намотка, (BU) – заказанная намотка, (BS) – спиральная намотка определено в ГОСТ 817-2006.
Трубогиб и трубогибочный станок для гибки медных труб
ООО «Балтийская машиностроительная компания» производит гибочные станки для гибки медных труб и специальную оснастку к ним.
Стержневой станок для гибки медных труб наружным диаметром от 3 до 30 мм:
- Ручной трубогиб с программируемым шпинделем CM-30 PARTNER в 2- и 3-осевом исполнении
- Полуавтоматический гибочный патрон CE-30 PARTNER в 2-х и 3-х осевом исполнении
- Автоматический трубогиб для стержней CE-30 PARTNER.3X
Стержневой станок для гибки медных труб наружным диаметром от 3 до 51 мм:
- Полуавтоматическая оправка для гибки труб CE-51 MASTER
- Трубогиб автоматический для стержней CE-51 MASTER.3X
Стержневой станок для гибки медных труб наружным диаметром до 80 мм:
- Полуавтоматический трубогиб CE-80 PROFI
- Автоматический трубогибочный шпиндель CE-80 PROFI.3X
Использование трубогибов серий PARTNER, MASTER и PROFI позволит изготавливать изделия любой сложности из медных труб!
Источник – https://mr-build.ru/newteplo/trubogib-dla-mednyh-trub.html







Для чего используют трубогибы?
Профильные трубы, имеющие различные разрезы, считаются сегодня наиболее востребованными металлическими изделиями и используются при сооружении теплиц, навесов, гаражей, для создания ограждений, во время прокладки трубопровода и так далее. И при изготовлении большинства этих изделий трубы необходимо сгибать под тем или иным углом, а без специального оборудования с этим никак не справиться.
Итак, трубогиб – это специальное устройство, посредством которого в большинстве случаев и сгибаются трубы, причем угол изгиба может быть разным (в пределах 0-180 градусов). Привод современного трубогиба зачастую электромеханический или же гидравлический.
Сфера применения трубогиба достаточно широка – его можно встретить на строительных площадках, при создании отопительных/водопроводных сетей, на промышленных объектах, проч. Трубогиб, изготовленный собственноручно – это незаменимая вещь в хозяйстве, которая может быть использована для самых разных работ. Если вы, к примеру, намерены своими руками установить кондиционер, оборудовать вентиляционную или отопительную систему, то обойтись без данного агрегата будет непросто.
Усложненная гибка медных труб
Случается, что нужно загнуть заготовку нестандартного профиля. Например, не круглого, а квадратного. Здесь неприменим пружинный способ. Остается использовать песок, киянку, заглушки и две опоры. На последние помещается труба, затем нагревается, далее место сгиба простукивается молотком до придания должной формы.
Как поступить, если необходимо согнуть трубку в спираль? Все просто — нужно лишь найти шаблон цилиндрической формы с диаметром, равным требуемому. Заготовка из меди слегка прогревается, затем изгибается. Так будет получена ровная спираль.
ПОСМОТРЕТЬ Ручной трубогиб на AliExpress →
Какие трубы можно гнуть
Деформации поддается любой материал, но контролируемая гибка возможна только в случае изготовления трубы из пластичного вещества.
И среди трубных материалов к пластичной группе относятся следующие разновидности металлов и полимеров:
- Медь, алюминий и прочие цветные металлы.
- Сталь (в том числе и нержавейка).
- Полиэтилен и полипропилен.
- Металлопластик и прочие сорта композитных труб на основе полиэтилена, усиленного армирующей оболочкой из алюминия или меди.
А вот форма профиля на возможность гибки практически не влияет. То есть, можно согнуть и округлую, и профильную трубу, большого и малого диаметра.
Пружина
Для этой процедуры, независимо от метода сгибания, будет нужен нагревательный инструмент. Поэтому работы должны проводиться на свежем воздухе или в помещении с хорошей вентиляцией. Отличным вариантом станет двор или гараж с открытыми воротами.
Способов сгибания в условиях дома существует несколько, но все они различаются по уровню сложности, цене материалов и использованию специализированного оборудования.
Наиболее распространенный метод − сгибание медной трубки с помощью стальной пружины, которая обязательно должна состоять из частых витков и толстой жилы, а ее диаметр был бы меньше, чем у трубки. Это условие необходимо для того, чтобы пружина легко входила в изделие. Самый оптимальный вариант, когда длины изделий примерно равны. В случае короткой пружины потребуется кусок проволоки, который к ней прикрепляется, а потом все вместе легко извлекается.
Многие не знают, как гнуть медную трубку малых диаметров. В этом случае размер пружины должен превышать диаметр трубы, которая поместится внутри нее.
Далее с помощью нагревательного прибора нагревается заготовка. Для этих целей подойдет газовая грелка или паяльная лампа. По изменению цвета трубы можно понять, что она нагрета достаточно хорошо и стала пластичной. Теперь без труда вы придадите медной трубке любую форму и можно оставить ее остывать.
Пружина для гибки труб
В качестве одного из основных способов изгибания медной трубы можно упомянуть использование пружины.
Сначала нужно подобрать стальную пружину, соответствующую по диаметру предполагаемой к изгибанию трубе. Необходимо добавить, что для этих целей подойдёт лишь пружина, имеющая толстую жилу и частые витки, иначе эффективность её применения будет невысока.
Эту пружину нужно поместить внутрь трубы. Хорошо, если длина пружины будет соответствовать длине изгибаемой трубы. Однако это бывает редко. В основном приходится загибать участок трубы, который достаточно удалён от торца. Поэтому чтобы после загибания пружину можно было извлечь, к ней можно примотать кусок стальной проволоки соответствующей длины.
После помещения пружины внутрь трубы нужный её участок необходимо нагреть. Для нагревания можно использовать газовую горелку или простую паяльную лампу
При этом нужно соблюдать осторожность. Как только цвет трубы начнёт меняться, можно начинать пробовать её гнуть
Когда температура достигнет необходимого уровня, труба будет легко загибаться.
Газовая горелка
- Далее труба загибается до нужного угла и оставляется в таком положении до остывания. В качестве своеобразного шаблона для загибания можно использовать, например, старый автомобильный диск с которого снята покрышка и камера. Если же нужно загнуть трубу сильнее, чем позволяет радиус диска, то в качестве болванки можно взять стальную трубу соответствующего диаметра.
- Когда труба остынет и примет окончательную форму, нужно вытащить пружину наружу. На этом работы можно считать завершёнными.