
Как сделать простую прижимную планку
Настраиваемые системы зажимов предоставляют множество вариантов закрепления деталей на столярном верстке. Самая простая конструкция – прижимная планка, фиксируемая скользящими в Т-образных треках болтами.
Напилите полосы фанеры, прибавив 20 мм к указанной на чертеже ширине деталей, чтобы позднее обрезать склеенную заготовку и получить идеально ровные торцы. Для средней части сгодятся фанерные обрезки одинаковой толщины.
Чертеж заготовок прижимной планки.
Склейте детали, просверлите зенковкой отверстия на удаление 25 мм от краев и закрутите саморезы с обеих сторон. После высыхания клея отпилите заготовку до чистовых размеров циркулярной пилой.
Вырежьте фанерные шайбы диаметром чуть больше ширины прижимной планки.
Аккуратно рассверлите в них отверстия под болты.
Разместите приспособление на поверхности столярного верстака, наденьте шайбы и закрутите гайками барашкового типа.
Прижимная планка отлично подходит для удерживания больших заготовок, а также в качестве бокового упора, вдоль которого можно направлять инструмент, например, при фрезеровании продольного паза.
С какими проблемами можно столкнуться?
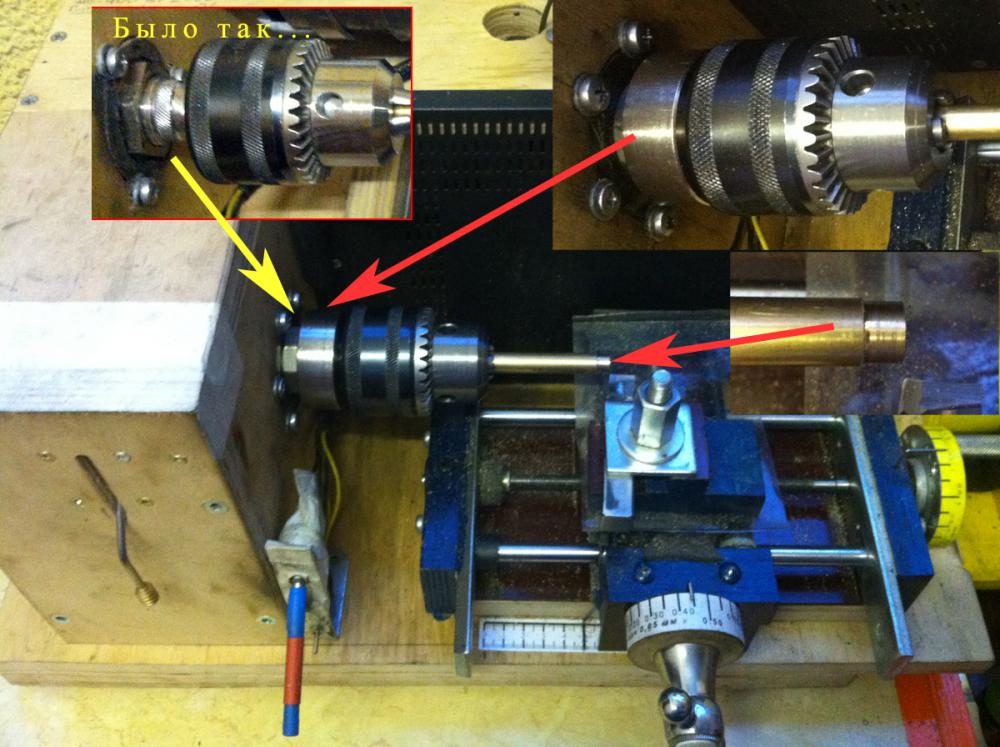
При изготовлении патрона важно соблюдать точность центрирования. Если патрон сделан неправильно, это значительно повышает риск поломки резца
Очень часто у самодельных патронов есть другой недостаток – трудно вынимать и фиксировать заготовку. Это указывает на проблемы с конструкцией. Чтобы сверло, зажатое в патроне, не «било» необходимо изготовить правильно втулку и корпус в определенной последовательности.
Самодельный патрон для токарного станка поможет зафиксировать заготовку и передать ей движение резания. Конструкция не представляет сложностей, а все детали можно найти в мастерской.
Материалы изготовления и требования
Ко всем кулачкам для патронов токарных станков предъявляются высокие требования по прочности и износостойкости. По этой причине изделия изготавливают из легированных марок стали. Зажимающие поверхности и зубья кулачков подвергают процедурам закалки и цементации, после чего тщательно шлифуют. Накладные кулачки, которые используются для фиксации на токарном станке заготовок больших размеров, производят из стали и цветных металлов и не подвергают закалке.
Высокие требования к изготовлению кулачков имеют разумное обоснование. Любой токарный патрон при обработке детали обеспечивает надежную фиксацию заготовки и оказывает возрастающее усилие на сжатие заготовки при увеличении крутящего момента. Кулачки удерживают заготовку в неизменном положении и не дают ей сорваться, что сводит риск уменьшения производительности и поломок к минимуму.
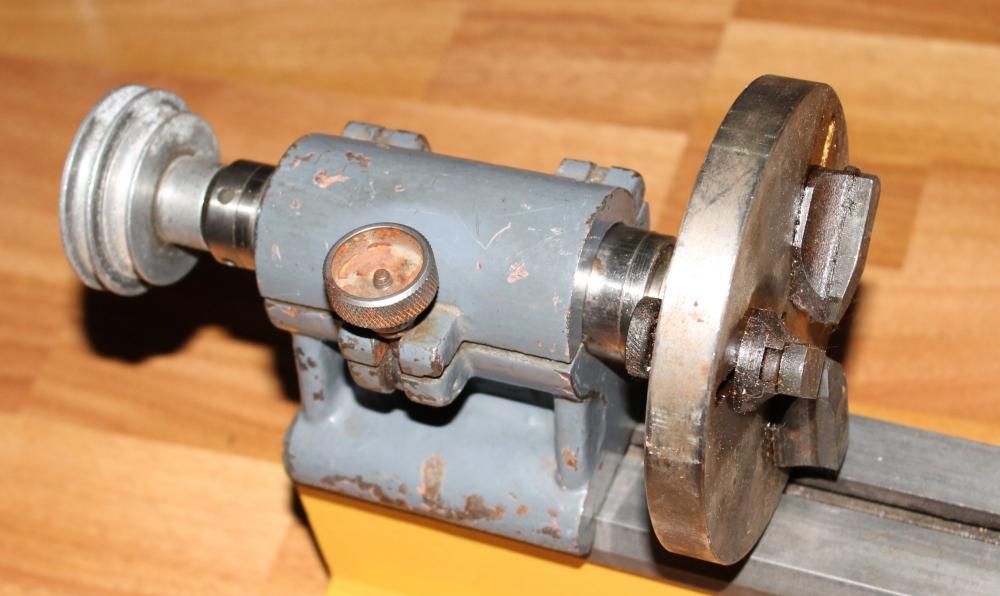
Назначение детали
Установка планшайбы на токарный станок производится в случаях работы с деталями, которые попросту нельзя зажать в патрон. Это могут быть крупногабаритные поковки, плоские заготовки или детали неправильной формы. Незаменимо такое приспособление при обработке продукции со смещением от оси шпинделя, а также изделий, боковая поверхность которых может пострадать при механическом воздействии кулачков патрона.
Для удержания будущей детали, она прижимается к плоскости оснастки, либо крепится с использованием специальных приспособлений. После установки производится обязательная выверка оси обрабатываемого материала и шпинделя, так как данный способ не обеспечивает гарантированного центрирования.
Планшайбы также используются при необходимости применения нестандартных патронов или приспособлений. В некоторых вариантах на нее крепят не обрабатываемые материалы, а режущий инструмент.
Съемник ШРУСа: разновидности и способ самостоятельно изготовления
Шарнир равных угловых скоростей выполняет функцию карданного соединения, только его конструкция намного сложнее. Фактически, это мощный шарикоподшипник с плавающим сепаратором, к обоймам которого прикреплены ступица и полуось передней подвески автомобиля. Корпус шарнира называют гранатой, по причине внешнего сходства. Конструкция создана, как неразборная.
Съемник ШРУСа: разновидности и принцип действия
Общая техника, как снять гранату с полуоси, достаточно проста – необходимо тянуть узлы в противоположные стороны с большим усилием. Руками этого не сделать, нужен механический съемник для ШРУСа.
Подобные приспособления дают возможность сэкономить на посещение автомастерской. Приобрести инструмент можно в любом авто магазине: как универсальный, так и для конкретных моделей ШРУС.
Устройство наружного ШРУСа
В корпусе шарнира расположена обойма с шариками, в которую с помощью шлицевого соединения вставлена полуось. Внутри т.н. стакана расположены механические стопоры, размер которых не позволяет извлечь обойму в сборе. Полуось зафиксирована стопорным кольцом, доступа к которому нет. Это не силовой элемент, стопор предназначен для того, чтобы граната не развалилась при транспортировке. Тем не менее, пользуясь обычными инструментами, без специальных съёмников разъединить шлицы невозможно.
Как произвести ремонт ШРУСа своими руками?
Для замены пыльников или всего наружного шарнира, применяется съемник гранаты. Приспособление преодолевает сопротивление стопорного кольца и выводит шлицевое соединение из обоймы.
Общие понятия
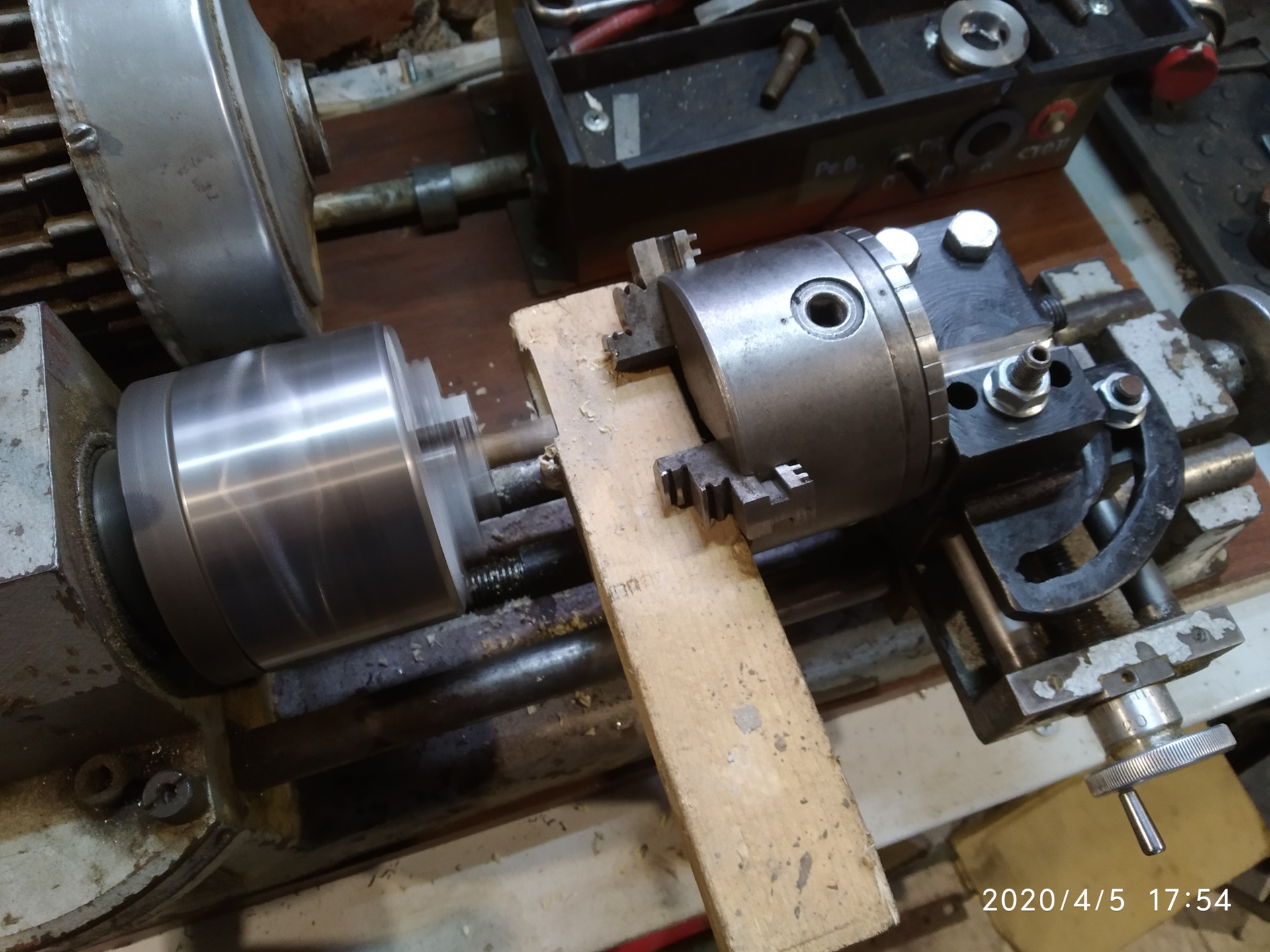
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.









Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Как изготовить фанерный шкив в домашних условиях
Эта конструкция –наиболее простая в изготовлении. Она состоит из следующих деталей:
- тело шкива;
- щеки шкива;
- крепеж-саморезы по дереву.
Количество деталей зависит от ширины приводного ремня. Если она больше, чем толщина фанерного листа, тело приводного колеса придется изготовить из нескольких фанерных кругов.
Диаметр заготовки щек должен быть больше диаметра тела на высоту ремня.
Последовательность изготовления фанерных шкивов следующая:
- разметить заготовки;
- выпилить их из фанеры лобзиком, просверлить центральное отверстие;
- если тело состоит из двух или более кругов, скрепить их столярным клеем или ПВА, следя за совпадением осевых отверстий;
- стянуть круги саморезами;
- обработать боковую поверхность диска наждачной бумагой, напильником или шлифмашиной до получения гладкой ровной поверхности;
- снять фаски с внутренней поверхности щек, их уклон должен равняться уклону поперечного сечения ремня;
- закрепить щеки на теле с помощью клея и саморезов, следя за тем, чтобы не попасть в уже закрученные;
- аккуратно рассверлить центральное отверстие.
При выполнении последней операции нужно сделать диаметр отверстия на полмиллиметра меньше, чем диаметр вала. Это позволит насадить детальна ось в натяг. Шкив из дерева готов.
Места для саморезов следует разметить заранее. Они должны находиться на одной окружности, а также на равных угловых расстояниях друг от друга. Если саморезов четыре- угол должен быть 90°, если 5 — 72°, если шесть — 60°. Тогда радиальную вибрацию удастся свести к минимуму.
Как сделать упор с круглым стержнем
Для стержня верстачного упора подходит береза, вишня, клен или орех. Верхняя планка изготавливается из той же твердой древесины или из фанеры. Низкопрофильный упор можно сделать из ламинированной панели высокой плотности, оставшийся после укладки напольного покрытия.
Определитесь с диаметром стержня. Если планируете позднее приобретать готовые фиксаторы, выберите стандартный размер 19 мм. В случае уверенности в дальнейшем самостоятельном изготовлении приспособлений для столярного верстака используйте диаметр 21 мм. Такой наружный размер имеют полудюймовые водопроводные трубы, из которых изготавливают самодельные прижимные струбцины. Примерно такой же величине соответствует условный проход трех четвертных труб, подходящих для изготовления круглых стержней из дерева.
Возьмите обрезок трубы диаметром 3/4 дюйма, длиной в 60–80 мм и с резьбой не менее 20 мм. Заточите кромки с одного торца и наверните гайку на другой.
Вставьте приспособление в дюймовую трубу и прогоните через него березовую палку, ударяя сверху тяжелым молотком.
Подрезайте древесину, когда щепки упрутся в гайку. Может показаться, что проще взять трубку длиннее, но пробивать тогда будет намного тяжелее.
Прогнав палку, снимите заусенцы наждачной бумагой. Сделанные таким образом деревянные стержни могут иметь незначительные изъяны, не влияющие на общую форму цилиндра. В начале обустройства домашней мастерской, когда еще нет специальных станков, вы не найдете более простого способа изготовления круглой палки своими руками.
Начертите на заготовках верхние части упоров в нужном количестве и отметьте центры сверления отверстий.
Чертеж верстачных упоров из древесины.
Сделайте перовым сверлом углубления в половину толщины материала. Начинайте сверлить на небольших оборотах, слегка нажимая на дрель. В момент касания на поверхности появятся риски, по которым будет видно, куда следует отклонить инструмент для перпендикулярного сверления.
Распилите заготовки, отшлифуйте торцы и раззенкуйте отверстия под шурупы.
Нанесите столярный клей на стержень и в углубление.
Соедините детали, прижмите их руками и вытрите излишки клея. Вставьте стержень в отверстие столешницы и закрутите шуруп.








Через десять минут осторожно вытащите упор, выталкивая снизу и не сдвигая детали. Оставьте приспособление до полного высыхания клея
Сверлите отверстия для верстачных упоров там, где считаете необходимым. Чаще всего они нужны в левой части стола для строгания заготовок и рядом с тисками для совместного использования. Расстояние между центрами отверстий должно быть везде одинаковым и соответствовать размеру длинных упоров. Перед высверливанием прикрепите снизу ненужную доску, чтобы не было сколов при выходе сверла.
Основные правила использования
Несколько практических советов по использованию торцевого инструмента позволят сохранить его целостность, расширить эксплуатационный срок и эффективно осуществить процесс закручивания/откручивания любой гайки:
Предпочтительнее всего использовать торцевые приспособления со сменными головками, точно подбирая размер под откручиваемый объект. Если диаметр приспособления окажется больше откручиваемого элемента, то возникает риск закругления болтовых или гаечных граней. В дальнейшем, крепежный элемент вызовет затруднения при вращении, а в особо тяжелых случаях – попросту придет в негодность;
Все же, если возникла ситуация, описанная в предыдущем пункте, то можно попытаться с помощью напильника снять часть металлического слоя с боковых гаечных граней, таким образом искусственно подогнав гайку под меньший размер ключа. Однако, размер каждой грани должен равняться друг другу, что осуществить достаточно сложно
Важно отметить, что чем плотнее получится соединение с головкой, тем больше будет эффект от всей операции;
До начал процесса откручивания, стоит убедиться, что крепежный элемент не «прикорел» и не «приклеился» к основанию с течением времени. Проверка проводится путем попытки поворота гайки при приложении несильно больших усилий, в противном случае резьба или крепежный элемент могут повредиться;
Если поворот при малых усилиях все же не достигает нужных целей, то следует смазать крепежный элемент керосином или проникающей смазкой, оставив его на некоторое время в покое
Через несколько минут нужно легонько постучать по гайке, дабы она отошла от основания;
В целях повышения усилий при откручивании, следует применять рычаг с большей длиной. Чем дальше находится ось вращения от точки приложения силы, тем больше станет крутящий момент;
Во время применения съемных головок либо удлинителей стоит убедиться, что данные устройства плотно закреплены в соответствующих гнездах. Плотное соединение обозначается четко слышимым щелчком фиксатора;
В том случае, когда используется ключ торцевой вкупе с трещоткой, то плечо необходимо устанавливать в строго определенное положение. В противном случае при откручивании весь механизм будет производить обратную операцию, и наоборот.
Гаечные ключи – накидные и прорезные
Более совершенным гаечным ключом является накидной или кольцевой вариант. Второе название лучше передает конструкционную особенность инструментов – их рабочая зона выполнена в виде кольца, чья внутренняя форма приспособлена для захвата гайки или болта. Благодаря этому такие ключи лишены главного недостатка рожкового типа – вместо двух зон контакта накидной воздействует на все шесть точек, кроме того, эти точки расположены чуть дальше от углов. В сумме это позволяет без разрушения углов.
Головка кольцевого инструмента имеет меньший размер в сравнении с тем же рожковым вариантом, что опять же упрощает работу таким инструментом. Внутренний профиль головки может иметь как 12 граней, так и 6. Более распространенным является именно 12-гранник, поскольку таким инструментом удобнее работать – для движения ему необходимо как минимум 30°, тогда как шестиграннику необходим угол в два раза больше, что не всегда удобно в узком пространстве. Однако шестигранник имеет свои преимущества – благодаря большей площади граней усиливается и контакт, поэтому таким ключом можно проводить силовые работы, не опасаясь за состояние углов гайки.
Для разных целей существуют различные варианты кольцевых инструментов, которые отличаются расположением головки по отношению к ручке. Наиболее оптимальным вариантом является изделие с отогнутой на 15° головкой, хотя для некоторых целей будут удобными плоские ключи или ключи с изгибом самой ручки. Как и в случае с рожковыми ключами, кольцевые выпускаются с двумя разными по размеру кольцами на противоположных концах, а силовая модификация отличается лишь другой головкой. Не стоит путать с рожковыми изделиями прорезные – это всего лишь модификация кольцевых, прорезь в кольце позволяет захватить гайку, закрытую с торца стержнем.
Особой популярностью среди автолюбителей и механиков пользуются комбинированные варианты инструментов, которые с одного конца имеют классическую рожковую голову, а с другой – кольцевую. Если уж подбирать именно такой ключ, то лучше подыскать модификацию с развернутыми на 90° по отношению друг к другу головками
– в таком случае, каким бы концом не работал мастер, его ладонь будет упираться в широкую плоскость противоположной головки.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
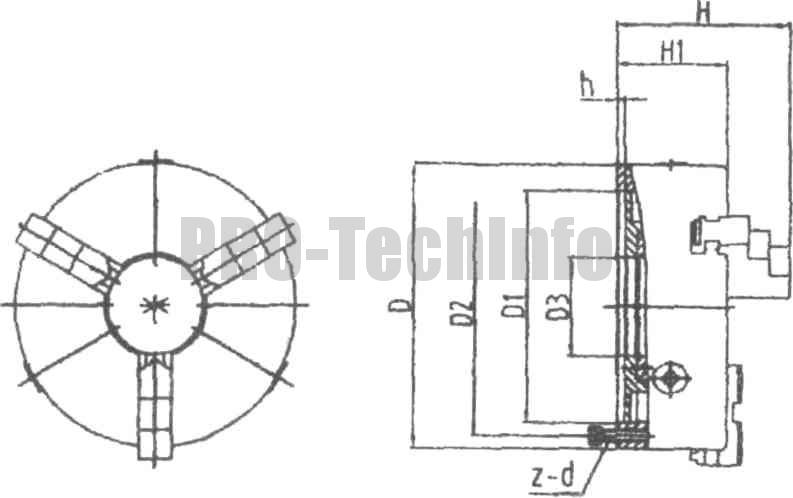
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
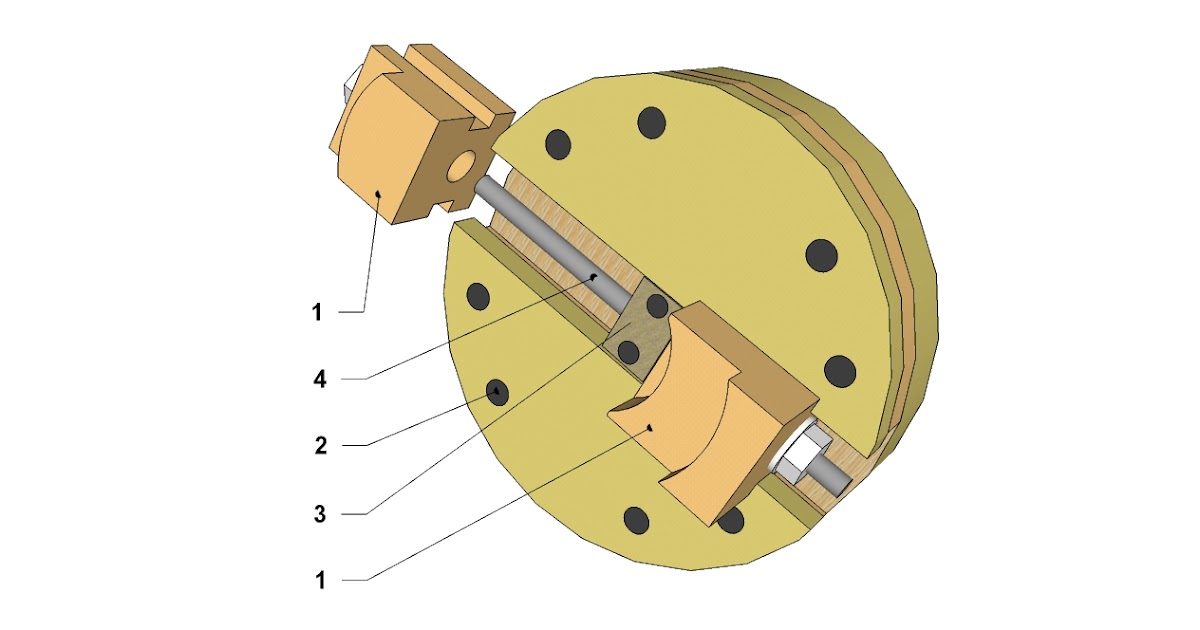
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Универсальный ключ
Деталь представляет собой ключ для гаек, болтов любого диаметра. Благодаря особым свойствам элемент справляется с гладкими поверхностями, не деформирует откручиваемую деталь.

Собственноручно изготовленный ключ повторяет функции устройства с механизмом «трещотка» – он не дает детали прокручиваться, перебрасываться на начало в противоположном направлении.
Техника изготовления
Чтобы сделать ключ нужно:
Почему стиральная машина сильно трясется при отжиме, и что можно сделать самому
- цепь мотоциклетную длиной 0,5 м;
- профиль металлический квадратный 25х25 длиной 30 см;
- сварочный аппарат.
Сварку не заменить ничем, если дома нет аппарата, лучше обратиться к профессионалам. Мастера берут за работу до 500 р.






Сборка занимает 5 минут:

- Приваривают один конец цепи к профилю. Сварку делают с обеих сторон цепи.
- Второй конец пропускают в центр профиля. Получается кольцо, которое надевают на деталь, которую хотят открутить.
В инструменте цепь берут на излом. Чем больше усилие рычага, тем сильнее охват цепью. Ключ применяют для круглых, граненых деталей, труб, гаек, болтов – он работает с любыми элементами.
Самостоятельное изготовление
Для работы по дереву, металлу и пластмассам и для изготовления разнообразных печатных плат лучше всего подходит небольшая дрель. Оснастить ее следует готовым мини-креплением зажимного типа. Но если такого под рукой не оказалось, то можно без проблем изготовить его самостоятельно. Здесь понадобятся паяльник, проволока из стали миллиметровой толщины и припой. Далее процесс изготовления идет по следующей схеме:
- Сворачиваем из проволоки спираль. Ее диаметр должен быть равен диаметру вала электродвигателя и сверла, с которым необходимо будет работать;
- Пропаиваем спираль. Высокое качество обеспечивается паяльным флюсом или схожими вариантами;
- Затем надеваем спираль на вал — и мини-патрон для нашего сверла полностью готов.
Самодельные цанговые патроны прекрасно подходят при отсутствии готовых вариантов зажимов для дрелей и при наличии соответствующих навыков самостоятельного изготовления подобных механизмов. Незаменимыми они станут и в домашнем хозяйстве, когда требуется работа со специфическими деталями, а готовые зажимы могут не подойти по каким-либо характеристикам.
Зажимная цанга — важный элемент в токарных станках различных модификаций. С ее помощью можно производить работы по обработке и фрезеровке металлических и пластмассовых деталей. Кроме того, ее без проблем можно изготовить самостоятельно с применением подручных материалов. Имеющееся на сегодняшний день разнообразие таких механизмов позволяет подобрать оптимальную модель зажима под персональные нужды
Также очень важно учесть способ его крепления к шпинделю и размеры фланца, так как без них подобрать цангу будет невозможно. Удачной работы с различными видами зажимов!



